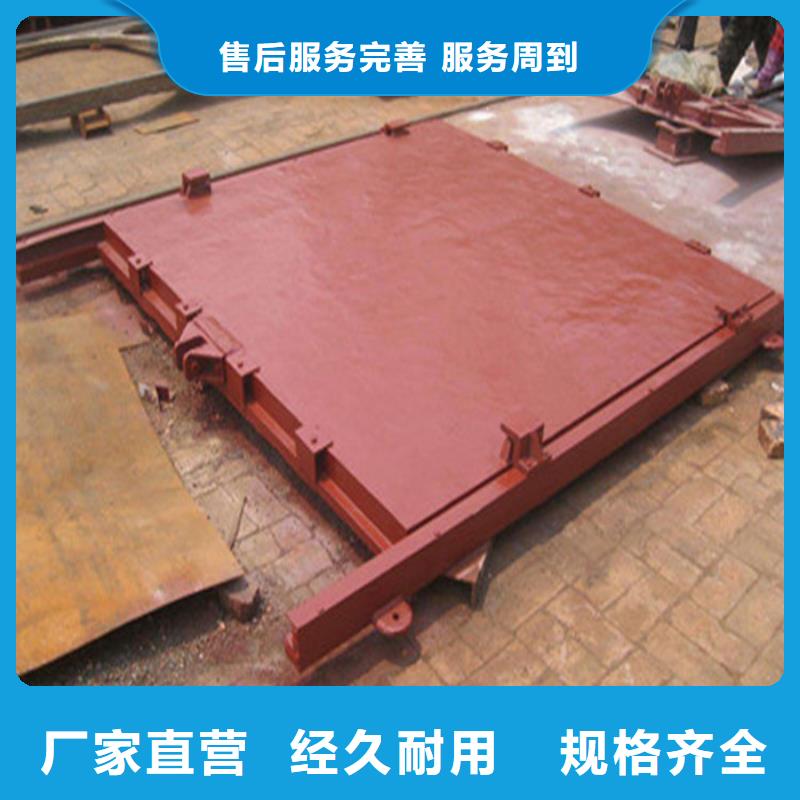
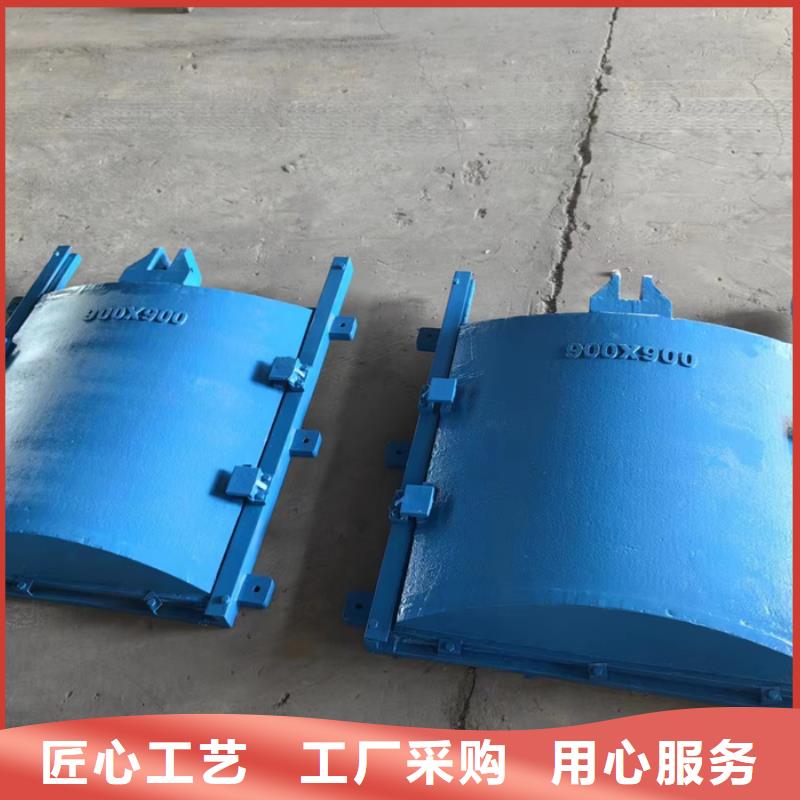
机闸一体式铸铁闸门多重优惠
发布时间: 2024-09-19 09:40:35
产品报价: 电议/件
泉州今日新闻发布人: [泉州]海腾水工机械厂
主营产品: 泉州一体化测控智能闸门 、泉州 远程自动化控制水闸
发货地: 新河县城西工业区
发货期限: 电议
供货总量: 电议
运费说明: 电议
导读 选购机闸一体式铸铁闸门多重优惠来福建省泉州市找福建省泉州市海腾水工机械厂,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:刘经理-18151371377,{QQ:80620247},地址:邢台新河县城西工业区发货到福建 鲤城区、丰泽区、洛江区、泉港区、惠安县、安溪县、永春县、德化县、金门县、石狮市、晋江市、南安市。 福建省,泉州市 泉州市,简称“泉”或“鲤”,福建省辖地级市,被誉为中国品牌之都,Ⅱ型大城市,二线城市,是福建省人民政府批复确定的海峡西岸经济区中心城市之一、现代化工贸港口城市,是联合国认定的海上丝绸之路起点,列入“一带一路”倡议的21世纪海上丝绸之路先行区,地处中国华东地区,介于东经117°25′—119°05′,北纬24°30′—25°56′之间,北承福州市、莆田市,南接厦门市,东望台湾岛。属亚热带海洋性季风气候,气候条件优越。截至2022年10月,全市辖4个市辖区、5个县,代管3个县级市。截至2022年底,全市常住人口887.9万人。
| 产品参数 |
|---|
| 产品价格 | 电议/件 |
|---|
| 发货期限 | 1-3 |
|---|
| 供货总量 | 8989868 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 海腾 |
|---|
| 加工定制 | 可定制 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
泉州机闸一体式铸铁闸门多重优惠 的视频介绍



泉州铸铁闸门制芯工序
(1)该产品的砂芯仅有一件重约4kg的热芯,我们主要是检测热芯的发气量,并控制在16mL/g以下。此外,对于涂料的发气量也要求控制在30mL/g以下,努力降低砂芯的发气量。
(2)在砂芯芯头位置钻排气孔,并控制排气孔深度约为芯头长度的1/2左右。同时注意检查浸涂完毕的砂芯是否存在涂料堆积或排气孔堵塞的现象。
泉州铸铁闸门造型工序
(1)在保证砂型水平面硬度>90,立面>85(B型硬度计检测)的前提下,降低了上箱的压实比压,以便进一步提高排气效率。
(2)严格控制涂料的波美度在37~39,并规范喷涂操作方法,既要喷涂到位又不能使涂料堆积,保证涂料层的厚度。
对于这个造型是比较严格的,我们的泉州铸铁闸门在造型方面完全符合这方面的需要,而且产品变得更加的好。



总结 今年在福建省泉州市购买机闸一体式铸铁闸门多重优惠有了新选择,福建省泉州市海腾水工机械厂始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的机闸一体式铸铁闸门多重优惠产品。如需购买或咨询,请随时联系我们,联系人:刘经理-18151371377,QQ:80620247,地址:新河县城西工业区。