

<玉树>神悦钢材有限公司
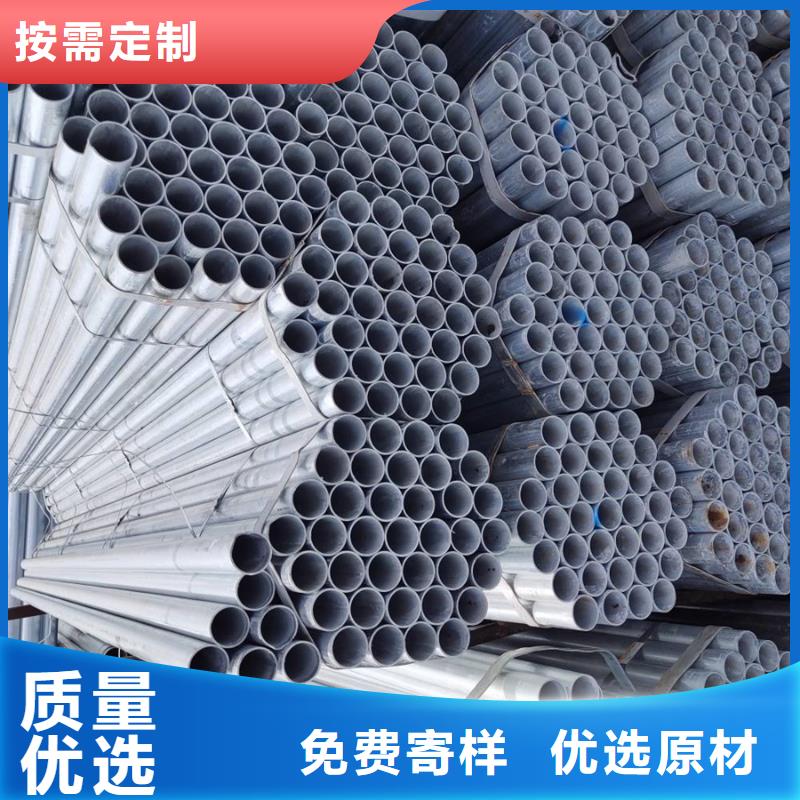
华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 玉树热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。
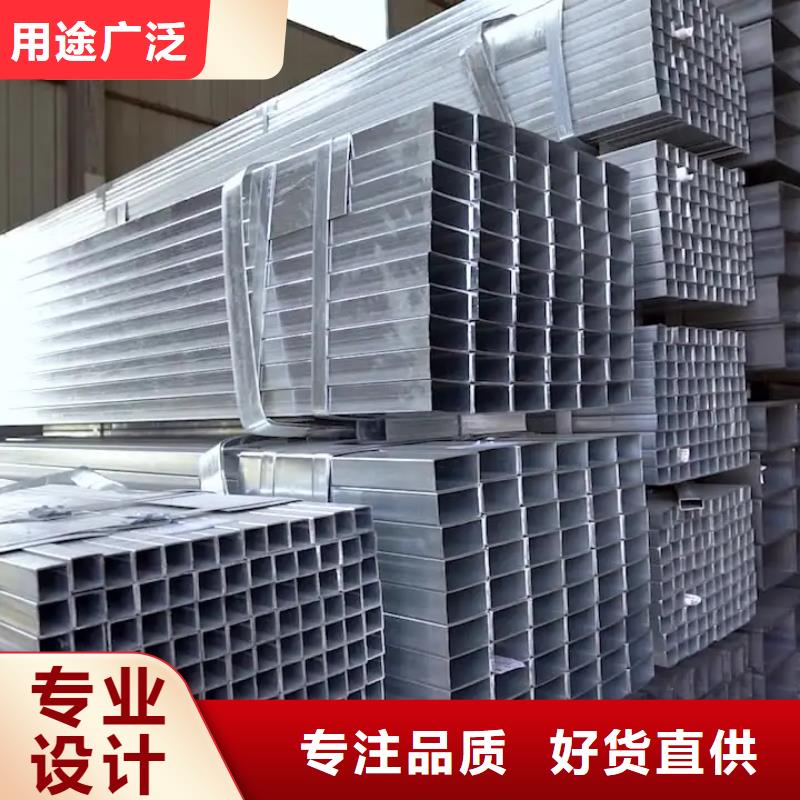
为什么说玉树镀锌方管适合做温室大棚用,温室的框架由圆铜或钢管制成,多为无柱温室。由于材料和焊接方法的不同,伞裙的种类很多。在我国,有很多桁架式钢架温室和装配式镀锌带管温室。 温室所有骨架均由工厂按定型设计生产,标准总成运至现场安装。 目前国内主要生产跨度为6米、30米、8米、42米、10米、66米等不同类型的装配式镀锌温室。 它的高度为2至3米,均为拱形圆形温室。 棚体由北向南延伸,棚内无立柱。 预制温室骨架由钢管制成,拱杆、纵筋、膜槽、膜弹簧、棚头、门、侧通风装置等,由各种夹具组装而成。 温室拱杆由两根直径25~32mm的弧形镀锌方管对接,顶部有套管; 玉树镀锌管每1米使用一根拱杆。 纵肋用直径25mm的镀锌方管用拉杆和销钉连接,拱杆用横管卡箍固定在其上; 整个棚由6根纵肋连接为一体。 温室棚头用6根直径25毫米的钢管柱固定在拱杆上。 温室内有6个纵向薄膜槽,用槽管和十字夹固定在拱杆上,薄膜用薄膜弹簧固定。 棚头横向薄膜槽用平行槽管固定在拱杆上,棚头薄膜也用薄膜弹簧固定。 安装时先按现场图纸布置线路,沿棚内侧挖一条0.5米深的沟渠。 先压南北棚头,立 拱,埋柱。 拱形柱埋在地下0.5米的基石上。


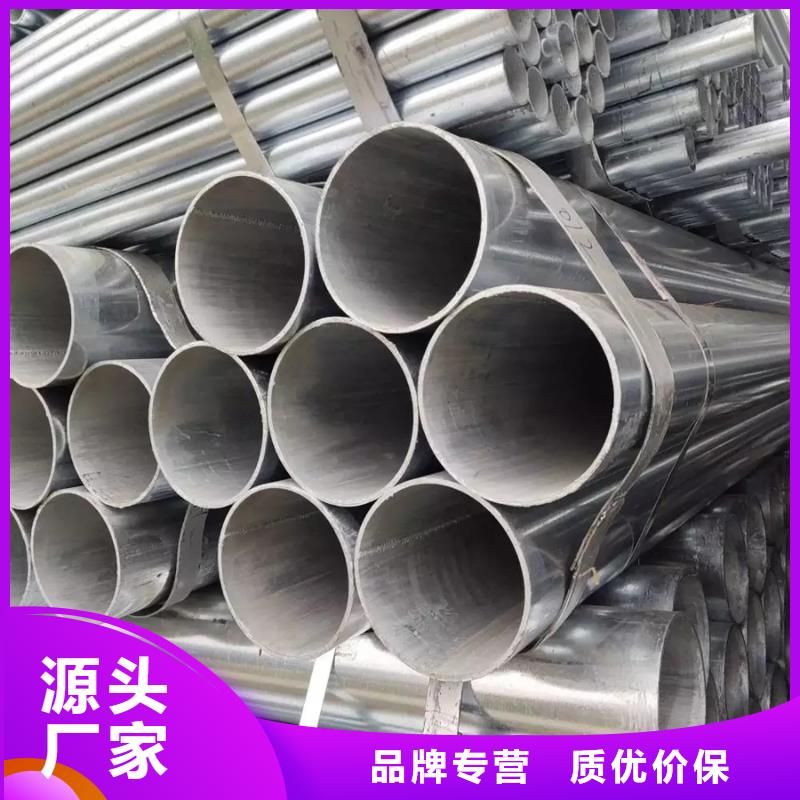
另一方面,玉树镀锌焊管生产过程的质量控制可以通过检测结果的信息反馈系统进行。 因此,开展无损检测是提高焊管质量和生产水平的重要技术措施。 为实现上述目标,各国都高度重视焊管生产新工艺、新技术的试验研究。 例如,美国近成功研究了一种新的方波焊接技术,可以生产直径为7-76毫米的焊管。 玉树镀锌管由于方波焊接不受电流峰值的影响,边缘受热均匀,焊接质量好。 用于生产薄壁和超薄壁焊管的滚压成型技术现已在许多 得到应用。 焊管已与冷拔、冷轧相结合,实现了连续生产,也取得了良好的效果。 美国还在406毫米直缝焊管机组中配备冷扩机,以提高成品管的强度,同时提高管段的形状和尺寸精度。
玉树Q355B镀锌管加工工艺的冷却和润滑、断孔顶边和热轧带钢的冷却质量不仅影响其使用寿命,而且影响镀锌方管内外层的质量控制。 芯棒的冷却和润滑质量首先影响镀锌方管的内表面质量、镀锌方管的壁厚精度和芯棒消耗量; 同时也会影响冷轧时的负荷。 钢坯表面污垢的和控制是指在冷轧变形前立即合理镀锌方管毛细管内外层和废管内外层的锌灰。 控制再空气氧化。 针对镀锌方管内螺纹吹氮喷硼的解决方案,轧管高压水除鳞和等径径进口可以合理改善和提高内外层质量。 要提高华尔钢镀锌方管的整体特性,加大对公司发展的推动作用。这就要求企业提高镀锌扁钢在加工过程中的专业化管理方法,从原材料的采购,到生产过程,到成品入库的检验,在每一个全过程,都有相应的管理计划 应该制定,每个过程都要进行评估,产品要精细化和细致化,体现公司的管理方法,但是这种管理方法的演进之后还是为了产品质量的提高。