


联系我们

防腐螺旋管钢材市场来厂考察
更新时间:2024-11-17 09:36:31 浏览次数:1 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4350 |
| 发货期限 | 两天 |
| 供货总量 | 4000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B 16mn |
| 产品品牌 | 神悦 |
| 产品规格 | 规格全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 排水用 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 6米 可按客户要求定尺 |


<酒泉>神悦钢材有限公司
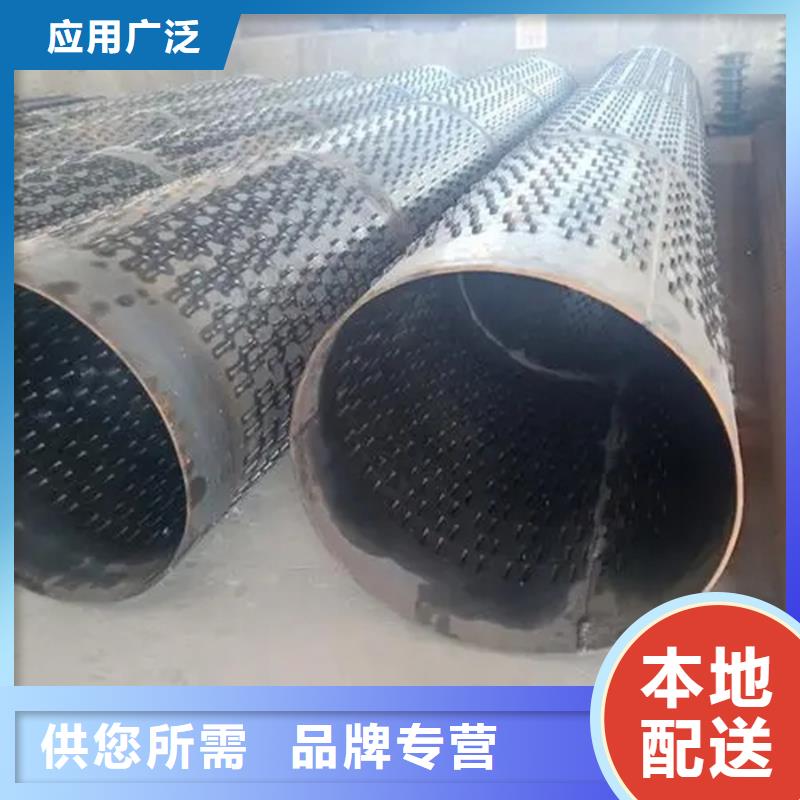
2.酒泉防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.酒泉防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.酒泉防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.酒泉防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.酒泉镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。
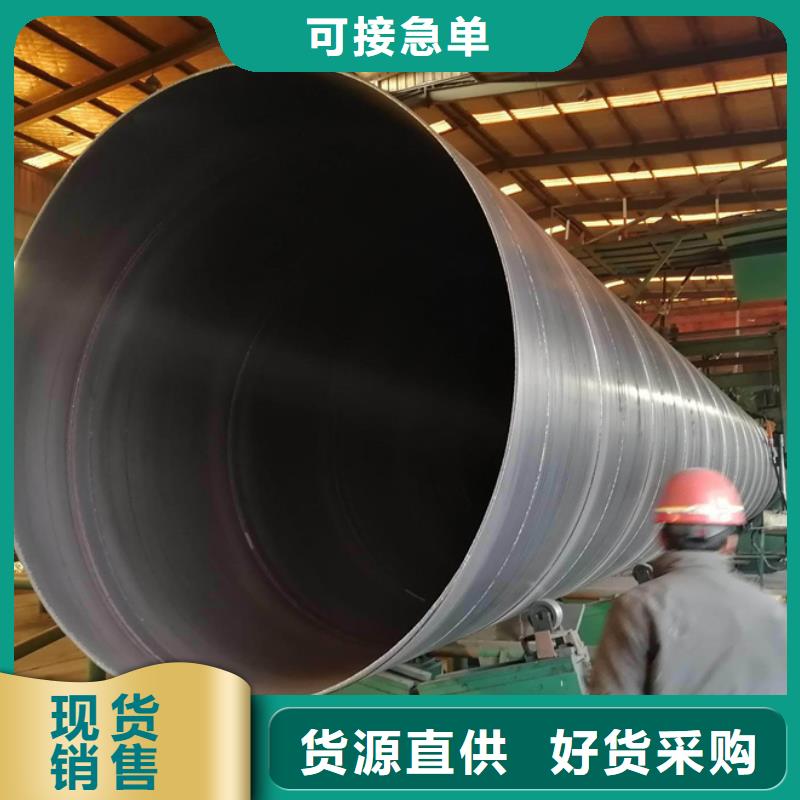
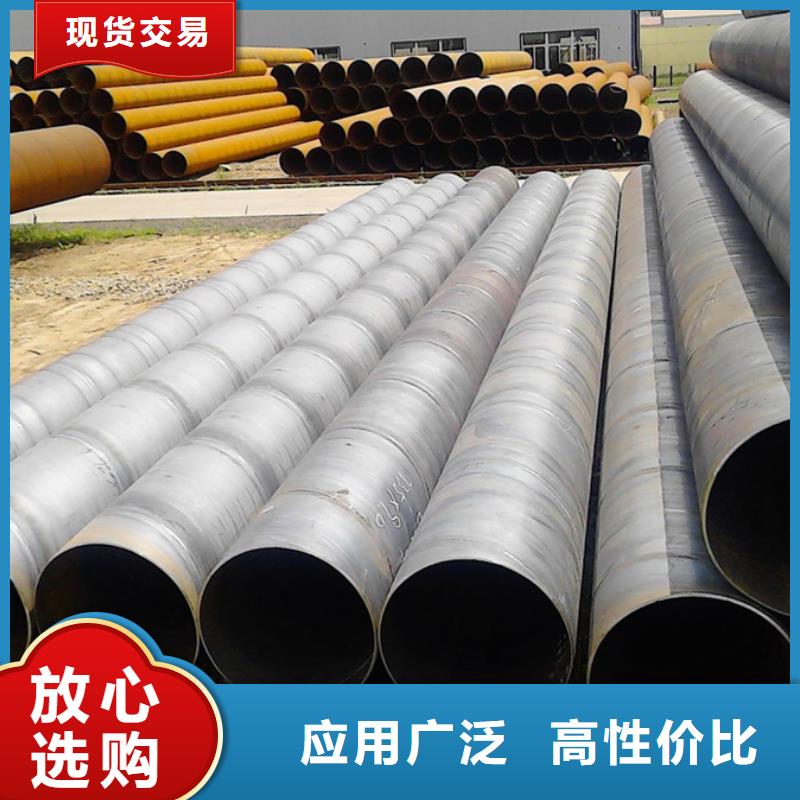
酒泉镀锌螺旋管下线后,应将其放置在平坦的地方,并应放置在平坦的地方。不要互相挤压。如果将挤压型放置至少24小时,则PE层应完全附着在钢管的外壁上。 酒泉镀锌螺旋管防腐结构: 普通级≥0.70一层外部带的内层+一层底漆+一层的 增强级≥1.40层底漆+内层的(重叠是带的宽度的50?55%) 的一个层外层胶带(重叠为胶带宽度的50?55%) 酒泉镀锌螺旋管主要用于石油和天然气的输送;化工,城市建设中的给排水,输气等埋地钢管的外表面是防腐的,具有施工方便,无污染的特点。自1960年代以来,聚乙烯PE防腐胶带已广泛用作油气管道的外部防腐材料。它已经使用了40多年。由于其优异的防腐性能和便捷的施工性能,使其成为管道的防腐材料。该系统具有一定的地位。而且由于聚乙烯涂胶胶带生产企业不断改进和提高聚乙烯PE防腐胶带的品种和质量。


2.酒泉防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.酒泉防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.酒泉防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.酒泉防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.酒泉镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。
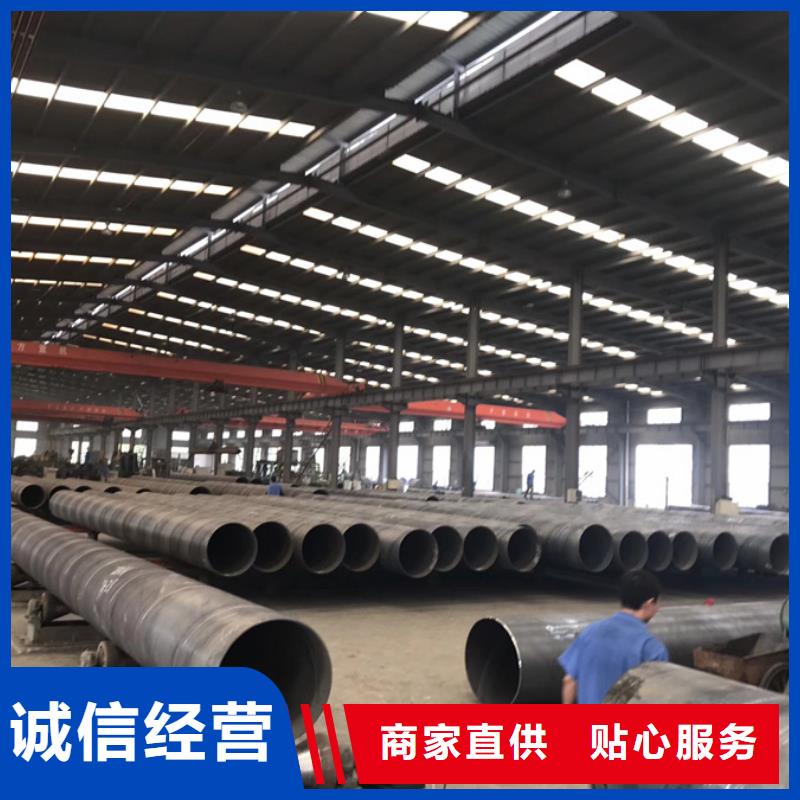
然后,加热到规定温度,或进行炉冷(退火);或将炉门打开,酒泉螺旋管-保温螺旋钢管-大口径螺旋钢管-Q235B螺旋钢管-螺旋钢管厂实行空冷(正火,回火):或者为了进行水冷(固溶处理。淬火)将台车拖出炉外。炉子设备简单,投资少,适于生产量较小的热处理。操作的仲缩性强,易于安排。但是,炉温分布不均是难于避免的。虽然也有在炉顶安装搅拌风机的炉子,但也不能解决问题,因为管子是堆积在一起的,其加热速度和速度往往有很大差异。螺旋钢管为了弥补加热不均的影响,不得不延长在炉时间,致使热处理效率低,可靠性差。由于热处理过程中管子是固定不动的,有易产生弯曲的缺点。车底式炉子的台数有逐年减少的倾向。是车底式光亮热处理炉示例,连续式炉将管料连续地装入固定的加热装置中,从另一侧出料。钢管的这种搬运方法是连续式炉子的特征。顺着管子线往炉内送料的有:筒形炉,辊底式炉;与管轴线成90°角往炉内送料的有步进式炉。