




铜川球墨铸铁管用低支架进行铺设的时候,要是出现夸公铁路的时候,需要使用竖向的II形管道进行铺设,还有就是N形的这个可以做补偿器使用,需要根据铺设的环境进行选择,从 的程度上减少开始,同时还需要有弹簧支架和放气的装置。液体金属浇入到铸型后,热量散失主要是通过型壁,所以,凝固总是从铸件表面开始。当凝固后期出现大量的枝晶并搭接成完整的骨架时,固态收缩开始产生。但此时枝晶之间还存在一层尚未凝固舶液体金属薄膜(液膜),如果铸件收缩不受任何阻碍,那么枝晶骨架可以自由收缩,不受力的作用。当枝晶骨架的收缩受到砂型或砂芯等的阻碍时,不能自由收缩就会产生拉应力。当拉应力超过其材料强度极限时,枝晶之间就会产生开裂。如果枝晶骨架被拉开的速度很慢,而且被拉开部分周围有足够的金属液及时流入拉裂处并补充,那么铸件不会产生热裂纹。
铜川球墨铸铁管这些缺陷的发生,铜川球墨铸铁管有必要对其进行分析并且精密铸造,总结出各种影响因素。产生的原因主要是因为原铁液中的含硫量过高或铁液严重氧化;球化元素残留量不足(球化剂加入量不足,球化剂中的镁含量不够或发生严重偏析,铜川球墨铸铁管铁液温度过高,铜川球墨铸铁管处理时球化剂烧损量较大;或处理温度低,球化剂粘结在包底等);铁液中有干扰元素存在等。我公司生产的球墨铸管,具有良好的切、塑性,强度高、铸造性能良好,质量优良,价格合理,在业内声誉显著。

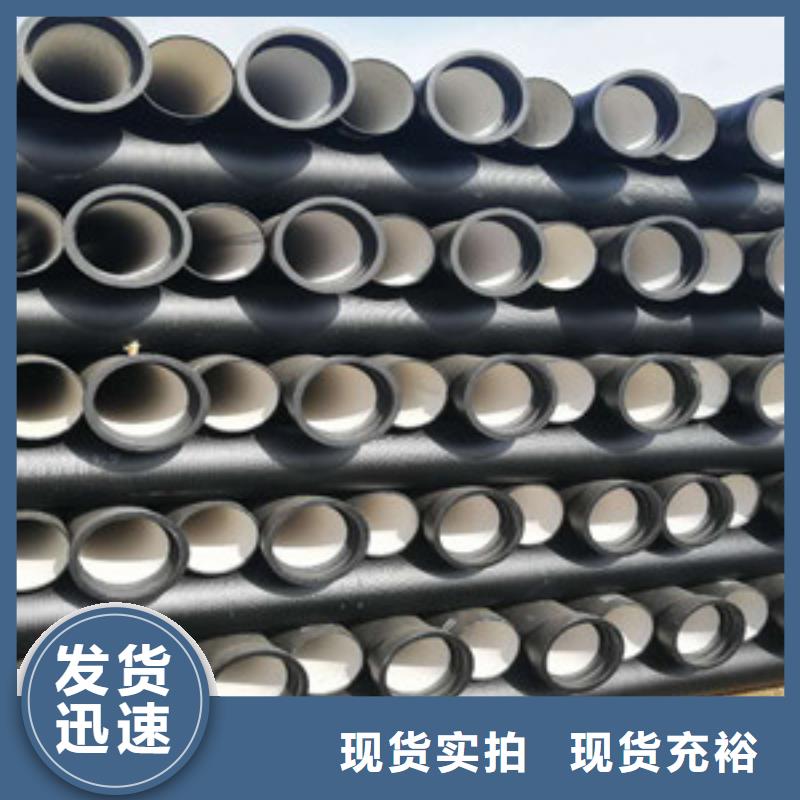
球墨管企业发展来讲,有很多因素可以决定着企业的发展情况,例如球墨管品牌策略,品牌效应或者是说企业在客户心中的知名度。球墨管企业的文化也是非常重要的,文化决定着企业到底能在一个怎样的高度。在水冷金属型离心浇注的 紧固螺栓,使胶圈均匀受力,螺栓紧固不得一次到位,要逐个逐次逐渐均匀紧固。铜川球墨铸铁管中裂纹缺陷占废品总量的4 %~10 % 尤其是对DN30 0mm以下铸管较为明显。裂纹的存在造成管体打压渗漏严重者管体断裂影响铸管的成材率和使用性能。在插口端先套入法兰压盖,再套入胶圈,胶圈边缘与安装线对齐。 将插口端插入承口内,为保持橡胶圈在承口内深度相同,在推进过程中,尽量保证插入管的轴线与承口轴线在同一直线上。

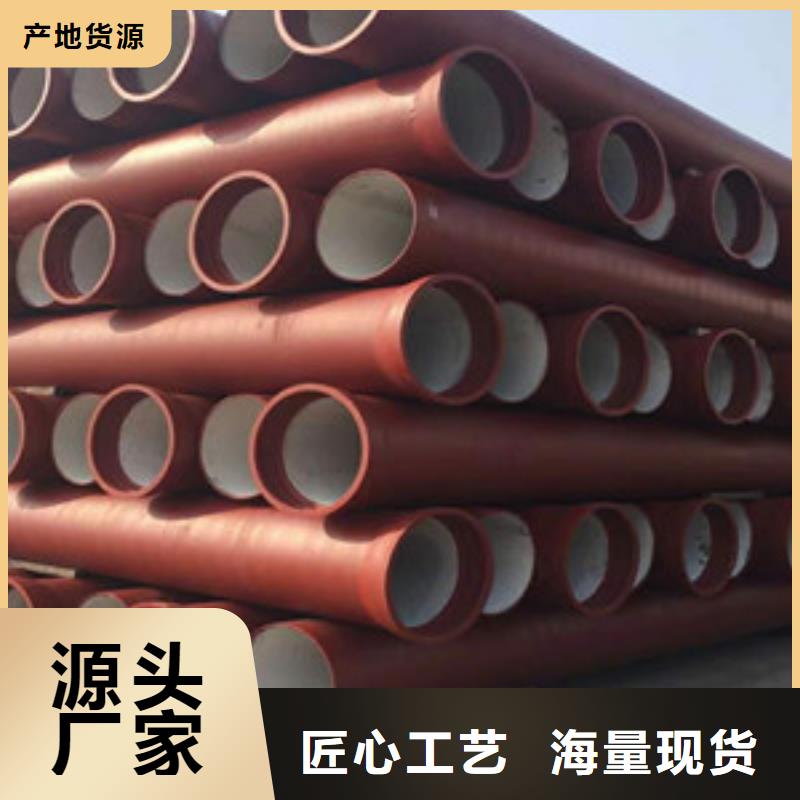
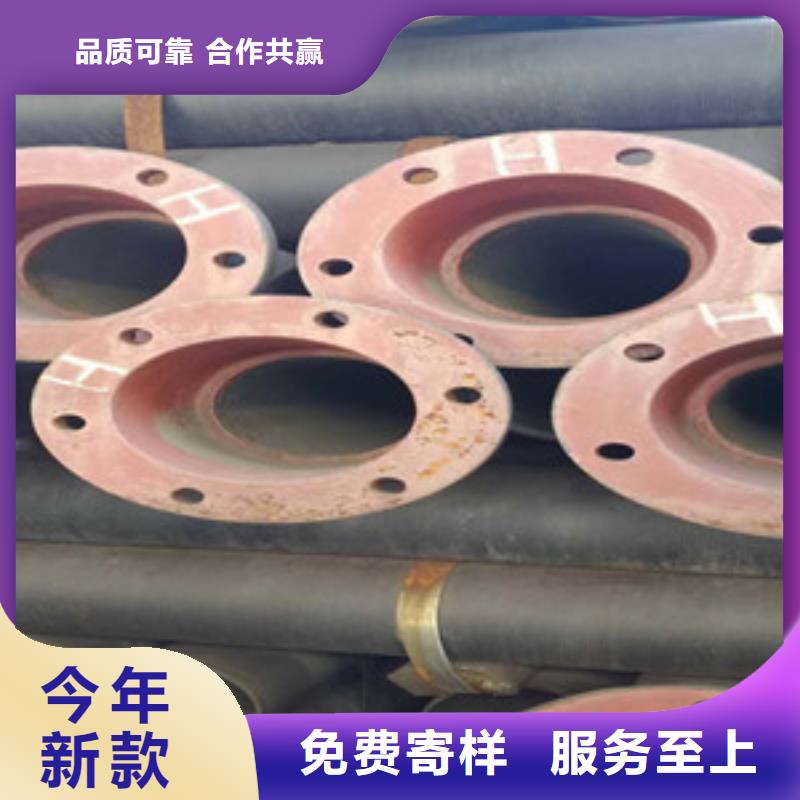
承插球墨管未来有很大的发展空间球墨铸铁生产是获得机械产品毛坯的主要方法之是机械制造工业的重要基础,在国民经济中占着相当重要的位置。在许多 机械中,铸件重量占整机重量的比例很高,内燃机80%,拖拉机65%—80%,液压件,泵类机械50%—60%。铜川球墨铸铁管安装:将插口插入承口中直到与密封圈同轴接触,必须正确的校直,使要连接的管子或管件的中轴线相重合。连接管子时,对不管径的管子应该采用不同的工具,小心的将管子连续插入,如果发现管子插入阻力过大,应该立即停止,并将管子拔出,检查橡胶密封圈位置和承插口,查明原因并妥善处理。终插入深度在两条白线的中间就表示已经到位。5亿吨煤炭产能铜川球墨铸铁管在我国有着较大的市场应用空间。