





系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快锯床加工化、范围扩大化。锯切效率,尤其是厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点
近年来,公司不断加大研发投入和技术创新的力度,产品的更新换代及产品的内外不断,一批科技含量高、社会效益好的产品不断推出,增强了企业的市场竞争力。
导向块结构科学合理,锯条的使用寿命
锯切,精度高
工件采用手动,操作方便
双立柱结构,垂直升降,*性高
※切削速度液压控制,无级调速
※工件*液压*,操作方便
3.有可能造成缠绕或卷入等危险的运动部件和传动装置,应予以封闭或设置防护装置、或设置警示标识;危险运动零、部件的防护罩、盖及各操作手柄应安装可靠有效。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。
5.锯片防护装置和挡板的设计应与圆锯片外露部分相适应其位置应靠近前使用位置。 *
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。

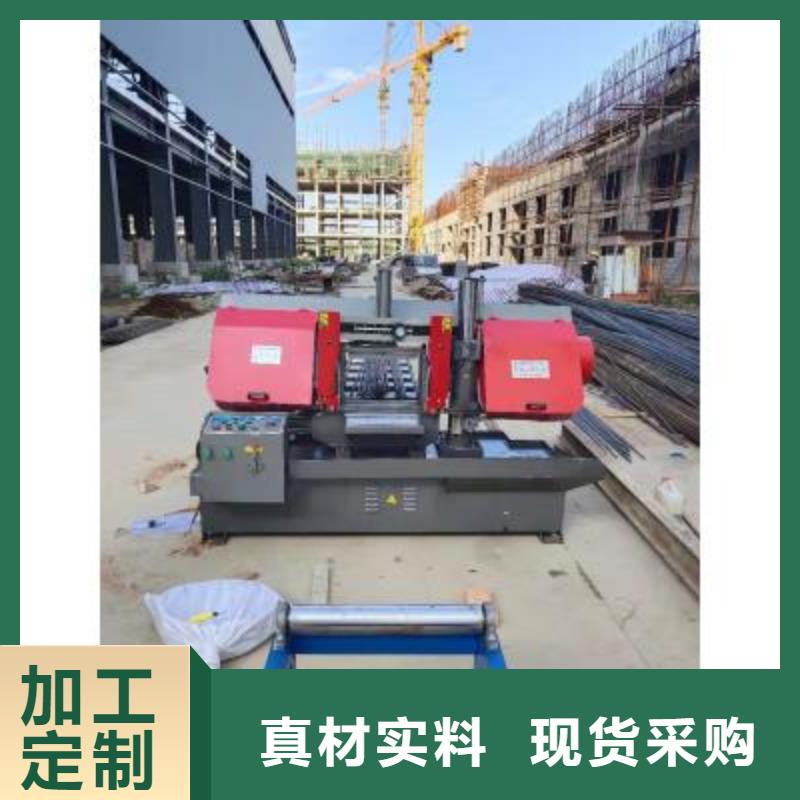
锯床传动机构精密平衡校正,减少振动确保锯带不易断齿、拉齿。卧式半自动锯床GZ4270设备技术参数:
随着时代的发展,任何不与时俱进的事物将会被淘汰,而数控带锯床也将引领锯床的主流。数控带锯床是机械职业不断革新中研制的一种高技能的商品,在机械职业的不断革新中展现出一种由技能带来的的物质力气,降低了人工工作强度,节省了生产成本。锯床职业是在不断的开展的。
(4)锯床传动机构精密平衡校正,减少振动确保锯带不易断齿、拉齿。
整捆锯切数控带锯床玉门削铁如泥初步设计与施工设计有机结合,做好每一个环节的工作,力求妥善解决设计中存在的问题,决不能把问题留到 。大凡工程施工,重要是打好基础才是保障。对于桥梁设计而言,其下部的设计施工尤为关键。首先,在桥梁下部基础施工要进行基坑开挖。开挖方式可根据工程的实际情况而定。
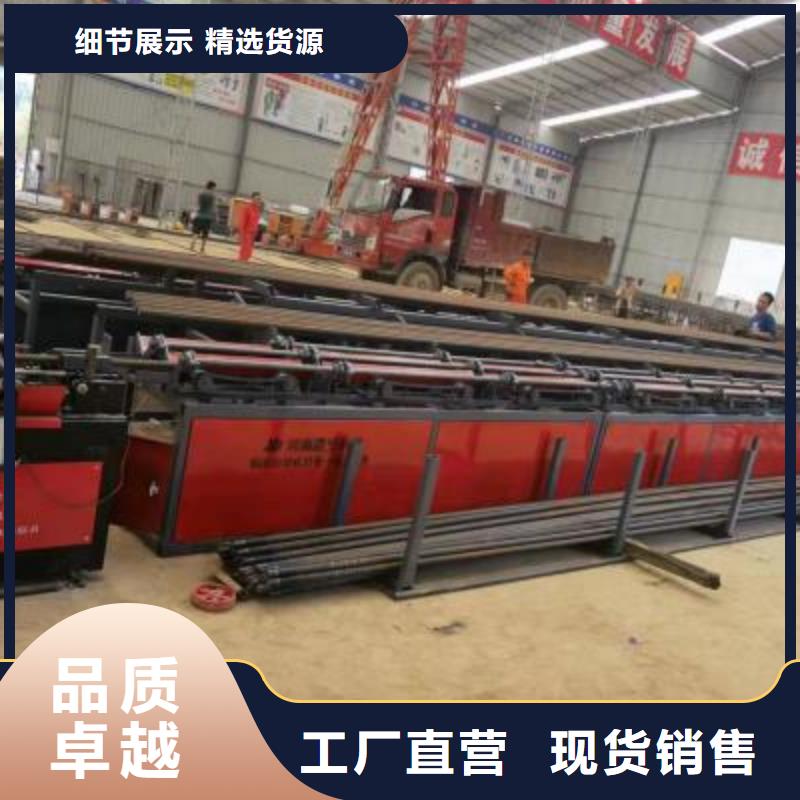
文山钢筋锯切套丝生产线实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。节约场地:套丝设备可与钢筋剪切锯切设备连接,钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。减少人工:该设备操作人员只需要一个人就可完成操作,无需吊装和搬运线体直接运输。效率:短时间实现从原材料到两端套丝半成品。保证品质:上下工序紧密衔接,及时发现异常并纠正。操作简单:设备配备人性化的操作程序,可选择性作业,同时这两个部套可以拆分开做为独立设备单独使用。锯切套丝打磨生产线产品介绍:钢筋锯切 墩粗 套丝 打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。采用伺服电机,锯切精度高。锯切后的钢筋自动分料, 套丝方便。通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之 间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。
文山钢筋锯切套丝打磨生产线10年经验
