






常用标准:① GB/T 2102-2006 钢管的验收、包装、标志和质量证明书。② GB/T 17395-2008 无缝钢管尺寸、外形、重量及允许偏差。③ GB 5310-2008 高压锅炉用无缝钢管。④ GB 9948-2013 石油裂化用无缝钢管。GB/T8162-1999(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。GB/T8163-1999(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。GB3087-1999(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。GB5310-1995(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
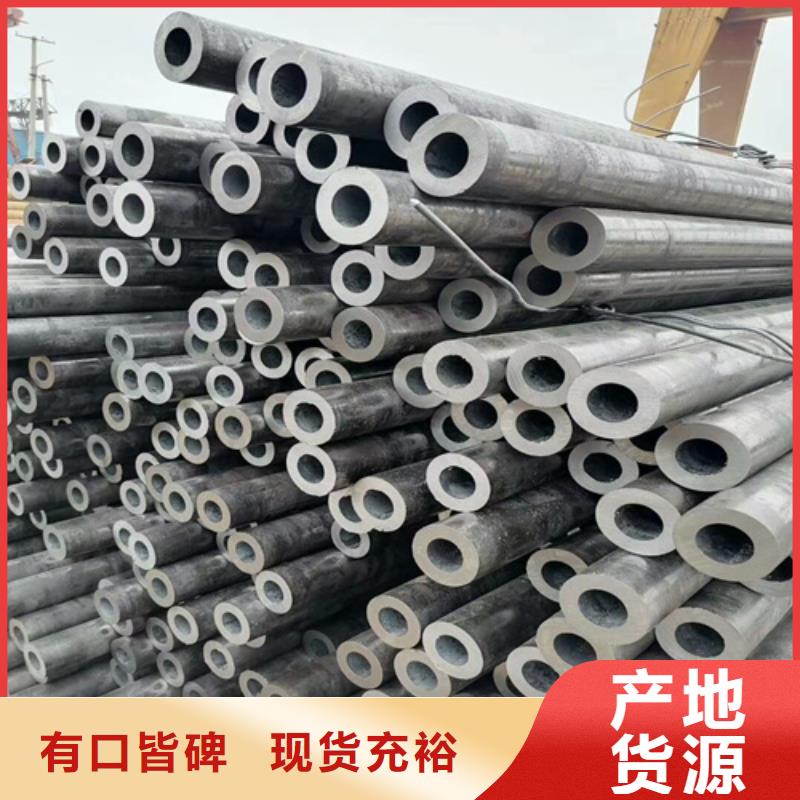
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
无缝钢管厂开发生产的热轧无缝方矩形管适用于汽车车桥用方矩形管,其规格为150mm×160mm×16mm,材质为Q345B,屈服强度≥345MPa,抗拉强度≥510MPa,伸长率≥20%,圆角要求30°~40°,平均硬度153HBW,可满足用户要求。攀成钢无缝钢管厂开发的热轧无缝方矩形管,厚度可达18mm, 规格为300mm×300mm。小口径无缝钢管无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。概述小口径冷拔无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。小口径无缝钢管为保证产品质量,明确购销双方产品质量责任,确保小口径无缝钢管质量合格,保证产品。
我国和美国标准中内毛刺的残留高度大致上规定了两档精度: 档(O.127mm;第二档0.254mm)。焊管的物理无缝化几何无缝钢管处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。
几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2mm以内,甚至0.1mm以内。