
联系我们

DN500球墨铸铁管口碑良好
更新时间:2024-11-08 01:28:09 浏览次数:3 公司名称:聊城 鹏瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议最低 |
| 最小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |

 黔南DN500球墨铸铁管口碑良好
<黔南>鹏瑞管业有限公司
黔南DN500球墨铸铁管口碑良好
<黔南>鹏瑞管业有限公司
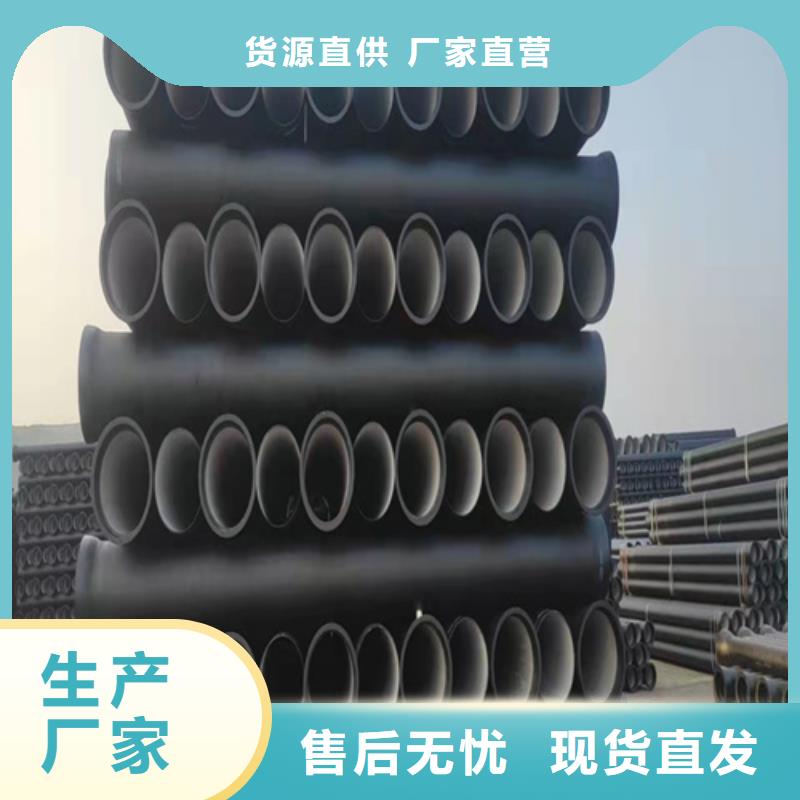
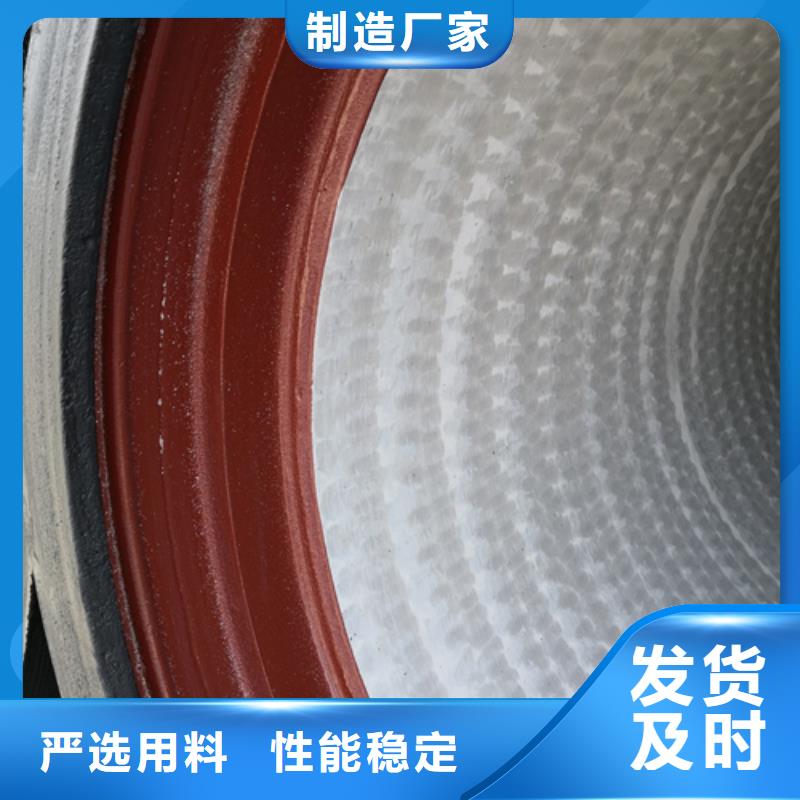
离心球墨铸铁管采用国内外先进的水冷铸造设备和工艺,通过ISO9001质量体系认证,产品严格按照ISO2531标准,确保每根铸管具有良好的机械性能和较长的使用。公司销售的离心球墨铸铁管及配套管件具有高强度高延伸率,外观平整,抗腐蚀等卓越性能。球墨铸铁管主要用于城市输水、自来水、城市管网、消防工程、花园小区等流体压力主管道。球墨铸铁管规格(DN100-DN1400)。我公司销售的球墨铸铁管能承受很高的内压,在进行水压实验中。球墨铸铁管还具有良好的抗外压性,可以降低管床和保护层制作的要求,使管道铺设既经济又可靠;另外,外喷锌、喷沥青漆、内衬水泥等措施保证了铸管的内、外抗侵蚀性。球墨铸铁管的喷锌质量符合ISO8179的标准,每平方米的管道小喷锌量为130g,沥青漆的厚度不低于70μm,水泥砂浆内衬质量符合ISO4179的划定,保证砂浆坚固密室、光滑、附着力强。经营理念:以质量求生存、以信誉求发展、以真诚交朋友!

鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。


球墨管的维护保养可以说要一直从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件、胶圈、弯头等就行一次肉眼目测的外观检查,避免使用带病的部件。第二个保养的重点是验收工作时间我们应该着重注意到影响长期稳定运行的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。球墨管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。球墨管在冬季的维护还需要注意用热水预热,以减少硬度,迅速安装。 另外,如果项目所采用的球墨铸铁管在质量上符合标准,那么我们应该注意胶圈、焊接等的交直流两用。球墨铸铁管作为一项改善施工环境的新型管材,只有应用得当,产品质量过硬,才能减少安装项目中的不必要麻烦,日后的维护保养工作也相对容易些。
<黔南>鹏瑞管业有限公司重稀土含镁球化剂用于厚壁球铁件,为了防止球化衰退和石墨畸变,还应当调低Si量,采取增加石墨球数,细化石墨球径的工艺手段。盖包处理法大大减少了处理时的烟光污染,是一种节省球化剂、保证球化质量的简便工艺,值得推广。在钢液喂丝技术的启发下,喂丝球化经过试验已成功用于新兴铸管公司等企业。喂丝球化是由喂丝机将合金包芯线连续不断地向浇包底部送进,进行球化处理的一种工艺。该工艺可控制残余镁量,具有一高三少即球化质量高、渣量少、温降少、污染少的特点。包芯线外皮为0.3mm厚的冷轧钢皮,芯材一般为含Mg25~30%,并有Ca、Ba、(RE)等的复合成分。喂丝法成本比冲入法低20~40%,对大批量生产的铸管厂、汽车铸造厂等很有吸引力。目前,国内已有多家单位能成套供应喂丝机和包芯线,包芯线分球化、蠕化、孕育、脱硫、增碳和合金化等多个品种。鹏瑞管业球墨铸铁管
很多人都不熟悉消失模铸造技术,下面青岛世纪球墨铸铁管业为您介绍:消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。消失模铸造有下列特点:铸件质量好,成本低。材质不限,大小皆宜;尺寸精度高,表面光洁,减少清理,节省机加;内部缺陷大大减少,组织致密。可实现大规模、大批量生产。自动化流水线生环保。可以大大改善作业环境、降低劳动强度、减少能源消耗。消失模铸造技术工艺服务主要内容:一、负压系统设计1、稳压罐、过滤罐、汽水分离罐; 2、真空泵选型;3、负压控制二、根据用户产品进行专用砂箱设计,由用户自行制造。三、1-3维震实台设计1、根据用户需要提供一定规模的设计图2、震实台基础设计四、烘房设计五、新技术工艺规程及操作要点六、车间生产流程平面图七、提供手工制模方法八、提供外购设备、配件、材料信息九、到现场技术服务、培训工人说明:新技术工艺全过程分两大部分:⑴白区部分:1、0.2~0.5吨工业锅炉 2、予发机 3、成型机 4、浇冒口切割平台 5、模型组合6、模型涂覆及烘干⑵黑区部分1、负压系统 2、震实台 3、砂箱 4、砂处理系统消失模铸造技术的工艺装备投资可大可小,我方可根据用户产品提供设计图纸或派人协助,利用用户原有条件,节省投资。