

联系我们

当前位置:
珩磨管液压机械(甘孜市分公司) >
甘孜当地行业新闻News
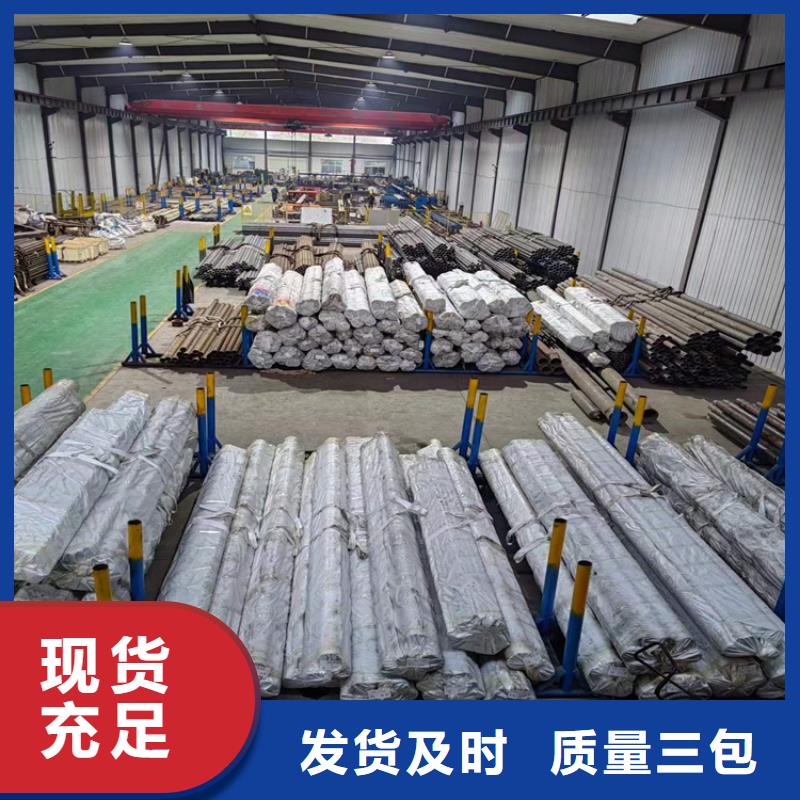
绗磨管_活塞杆24小时下单发货
更新时间:2026-07-19 12:14:11 ip归属地:甘孜,天气:多云,温度:7-20 浏览次数:2 公司名称: 珩磨管液压机械(甘孜市分公司)
以下是:四川省甘孜市绗磨管_活塞杆24小时下单发货的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 4500/吨 |
| 发货期限 | 1-2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 0.1吨 |
| 质量等级 | |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 安达 |
| 产品规格 | 95*80 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 45# |
| 可售卖地 | 全国 |
| 产品重量 | 0.5 |
| 产品颜色 | 金属色 |
| 质保时间 | 1年 |
| 外形尺寸 | 95 |
| 适用领域 | 油缸 机械加工 |
| 是否进口 | 否 |
| 质量认证 | 000 |
| 产品功率 | 000 |
| 工作温度 | 20-25 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 安达 |
| 范围 | 绗磨管_活塞杆供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 康定市、泸定县、丹巴县、九龙县、雅江县、道孚县、炉霍县、新龙县、德格县、白玉县、石渠县、色达县、理塘县、巴塘县、乡城县、稻城县、得荣县等区域。 |
以下是:四川省甘孜市绗磨管_活塞杆24小时下单发货的图文视频


【安达珩磨管】以匠心打造多元场景产品,涵盖理塘不锈钢珩磨管、丹巴精拔杆、康定不锈钢珩磨管、炉霍调质镀铬棒、内江硬轴、乐山活塞杆、广安气缸缸筒、成都缸筒、南充镀铬棒等。绗磨管_活塞杆24小时下单发货_珩磨管液压机械(甘孜市分公司),固定电话:【13184177133】,移动电话:【13184177133】,联系人:高经理,辽河路燕山路交叉口南500米东首。 四川省,甘孜藏族自治州 甘孜藏族自治州是一个以藏族为主体民族的地级行政区,俗称康巴地区或康区,是中国第二大藏区——康巴的主体和腹心地带。是新中国成立后建立的一个专区级民族自治地区。其州府所在地康定,是一座历史悠久的高原名城,是全州政治、经济、文化的中心。甘孜地区是以藏族为主的多民族聚居区,行成大杂居、小聚居的分布特点,民风淳朴而独特。特产主要有巴塘南区辣椒、稻城藏香猪、得荣树椒、九龙花椒、康定芫根、炉霍雪域俄色茶、泸定红樱桃、乡城藏鸡乡城藏鸡蛋等。
【全新视界!】绗磨管_活塞杆24小时下单发货产品视频,带你领略产品新风尚!
以下是:四川甘孜绗磨管_活塞杆24小时下单发货的图文介绍


四川甘孜企业旺旺珩磨管绗磨管油缸管精密绗磨管的矫直处理 精密绗磨管的矫直主要分为热矫直和冷矫直,这过程中,温度的控制是关键。矫直温度过高,高精度绗磨管会出现因冷却不均咋成的瓢曲现象;价值温度过低,又会增加绗磨管的矫直抗力,增加矫直的难度。而且为了达到理想的矫直效果,可以针对不同的管材情况进行一次或多次的矫直。精密绗磨管采用的主要矫直方式有压力矫直、辊式矫直、张力矫直和拉伸弯曲矫直等等,不同的材料选用的矫直方式也有不同,虽然原理上有所区别,但是终的加工效果都是比较理想的。这样的话,精密绗磨管才能以高强的精度运用在各个场合。精密绗磨管先进的生产和检测设备是制造优质产品的必要保证,因此公司十分重视生产装备的现代化确保在行业的领先水平。采用国外先进技术制造的生产设备,轨机精密度高,生产品种规格广泛且规格灵活,较一般自动轨管机组更为先进,同时并配置先进的自动化控制系统及在线质量检测系统



珩磨管液压机械(甘孜市分公司)位于交通便利、风景优美的--四川甘孜工业园。 拥有自己的技术和销售团队,是国内一家的集研制、生产、销售、服务于一体的多元化企业,注册资本510万元。
公司主营产品有各种规格的 不锈钢珩磨管,我们可以做到,产品按来图加工,或本公司提供适合的设计方案供用户选择;并可提供产品安装指导和服务。


四川甘孜企业旺旺珩磨管绗磨管油缸管精密绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr精密绗磨管的应用对节约钢材,提高加工工效,减少加工工序或设备投资有重要意义,可以节约 费用和加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本,对提高经济效益有重要意义。选用滚压油缸管的注意事项1、滚压油缸管压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压油缸管力增加,表面粗糙度提高。但是滚压力增加到一定程度,表面粗糙度不再提高。如继续增加,滚压表面开始恶化,甚至出现裂纹。2、提高工件表面粗糙度,采用滚压加工效果 。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面 小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。3、滚压油缸管材料软,塑性大,容易被滚压光。随着塑性降低,硬度的提高, 变形量随之减少。一般来说钢和铜的滚压效果较好,铸铁的效果较差。可锻铁,球墨铸铁比灰口铸铁的滚压效果要好。滚压铸铁件时,当铸件的材料硬度不均匀时,被滚压表面的缺陷(气孔、砂眼等)会马上显露出来。因此,当铸件表面缺隐较多,质量较差时不宜采用滚压工艺。4、滚压油缸管过盈量的大小对表面粗糙度和几何精度的影响很大。通过试验得知,合理的滚压过盈量为0.027~0.036mm,此时得到的表面粗糙度为小。 过盈量受多种因素的影响,因此 过盈量的确定要根据具体条件多次试验来确定。滚压工具通常有滚珠、圆柱形滚柱、圆锥形滚柱、滚轮等。但用滚珠作为变形构件可降低整个滚压工具成本。而且滚珠的精度高,硬度高,与工件接触面小,用较小的滚压力,较小的过盈量可获得较高的压强,较小的粗糙度。而且滚珠的使用寿命长,不易磨损,价格便宜,易更换。



四川甘孜企业旺旺珩磨管绗磨管油缸管厚壁绗磨管修复内径表面缺陷方法有哪些呢1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高厚壁绗磨管的成材率。3.热轧管内孔缺陷清理质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行的修复,是我们对客户的 承诺大口径绗磨管如何提高光洁度 珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。



选购绗磨管_活塞杆24小时下单发货来四川省甘孜市找珩磨管液压机械(甘孜市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-【13184177133】,地址:[辽河路燕山路交叉口南500米东首]。