


联系我们

904L不锈钢复合板
更新时间:2025-01-03 07:26:35 浏览次数:2 公司名称:聊城 惠宁金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 9.9/kg |
| 发货期限 | 7天 |
| 供货总量 | 99999999 |
| 运费说明 | 电议 |
| 最小起订 | 3吨 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 惠宁 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 工业色 |
| 质保时间 | 1年 |
| 外形尺寸 | 电议 |
| 适用领域 | 化工钢模压力容器 |
| 是否进口 | 否 |
| 质量认证 | 已认证 |
| 产品功率 | 国标范围 |
| 工作温度 | 国标范围 |


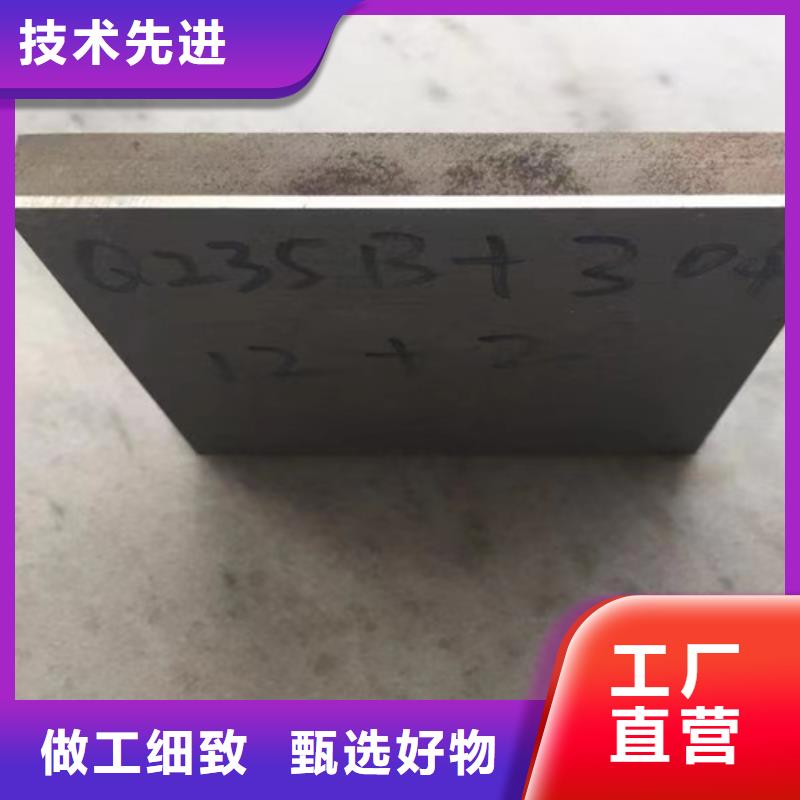


雅安不锈钢复合板2)热影响区简单产生液化裂纹:复合钢焊接时,奥氏体钢热影响区因为受焊接热循环影响,低熔点杂质被融化,在焊策应力作用下产生液化裂纹。
2、铁素系统复合钢板的焊接性
(1)焊缝简单产生结晶裂纹: 焊接铁素体复合钢板时, 焊缝金属产生结晶裂纹的原由、防备举措与焊接奥氏体复合钢板时同样。
(2)焊接接头易产生延缓裂纹:延缓裂纹是焊接接头冷却到室温并在一准时间后才出现的焊接冷裂纹, 多产生在热影响区。 焊接铁素系统复合钢板产生延缓裂纹的影响要素有焊
接接头区出现脆硬组织; 焊缝金属中有显然的扩散氢齐集; 焊接接头刚度大; 有显然的焊接二、不锈复合钢板的焊接工艺规程
(一)焊接资料的选择
1、焊接资料采纳原则
(1)复层资料的采纳应保证熔敷金属的合金元素的含量不低于复层资料标准规定的下
限值。
(2)过渡层的焊条宜选择 25%Cr-13%Ni型或 25%Cr-20%Ni型以增补基层对复层的稀释,
对复层含钼的不锈钢复合板应采纳25%-13%Ni-Mo型焊条。
2、常用不锈钢复合板焊接资料可按表 1-1 、1-2 选用。不锈钢复合板
雅安321 201 316L不锈钢复合板厂家这是当时国际上单系列产能的电解铝生产线。项目建设之初,甘肃东兴铝业公司与酒钢集团战略重组,之后便成为了酒钢集团的全资子公司。经过一年半的建设,2011年12月26日,45万吨电解铝工程在甘肃省嘉峪关市建成投产,东兴铝业的产能由40万吨扩大至85万吨。为了进一步发挥酒钢及周边能源优势,2012年6月份,酒钢实施该项目二期工程建设,设计产能为90万吨/年电解铝,设计电流为500千安培,安装电解槽672台。这是当时世界上电流强度、产能、设计进的电解铝生产线,其完全建成可以极大地中国电解铝装备水平。该项目分为两个系列,每个系列的产能为45万吨/年,共有4个电解车间,配备4套净化系统,净化效率达99.5%。2015年,该项目二期工程建设全部完成,有色金属产业也顺理成章地成为了酒钢集团的第二个主业
雅安不锈钢复合板 金属不锈钢碳钢复合板厂家焊接工艺
3.1 焊材及焊接方法 基层外面一层采用埋弧焊,其他层采用焊条电弧焊焊接。根据不同的焊接位置,选用不同的焊接材料。焊接 16MnR时选用Φ3.2 mm,Φ4.0 mm 的 E5O15,过渡层的焊接选用Φ3.2 mm 的CHS042,复层焊接选用Φ3.2 mm 的 CHS022焊条,埋弧焊选用Φ4.O mm 的 H1OMnSi焊丝。
3.2 坡口形式及尺寸见图1,焊接工艺参数见表1。焊接要点: (l)焊基层第1层时须特别注意不得将低合金金属沉积到复层上。(2)基层或过渡层焊后经射线探伤合格后才能开始过渡层或复层的焊接。(3)焊复层前必须坡口边缘复层坡口上的飞溅物。(4)过渡层的熔敷金属必须完全盖满钢层b=1.5-2.5mm,并盖过不锈钢与碳钢交界面 a=O.5—1.5 mm,见图 2。
雅安不锈钢复合板 雅安不锈钢复合板生产厂家(9)矫直 为使板型平直,钢板在轧制后必须要进行矫直,由于变形不均匀,运输及其他因素的影响,致使轧制出来的钢板常常会出现波浪弯和瓢曲等缺陷,为此必须按标准进行矫正。本次设计采用十一辊矫直机进行矫直。矫直钢板厚度:6~60mm,宽度:1500~2500mm,矫直钢板屈服极限?≤600牛/平方毫米,开矫温度应在600~820℃围之,终矫温度不得低于550℃。矫直后要求:厚度为4~15mm的钢板的飘曲度≤10mm/m,厚度大于15mm的钢板的飘曲度≤5mm/m。
(10)空冷 此工序是在各种型式的冷床上将终轧及控冷、热矫直后的高温钢板冷却到150~200℃以下,以便于对钢板进行精整操作,中厚板厂采用的冷床型式有链式、圆盘式及步进式冷床三种,链式冷床虽然设备简单,但易造成板面刮伤;圆盘式及步近式冷床,由于钢板冷却均匀及不损伤板面,故近几年来趋于采用此两种冷床。
(11)检验 轧制出来的成品,必须要经过人工检验,检查表面质量。若发现表面有缺陷,则应在检验人员的知道下进行修磨 