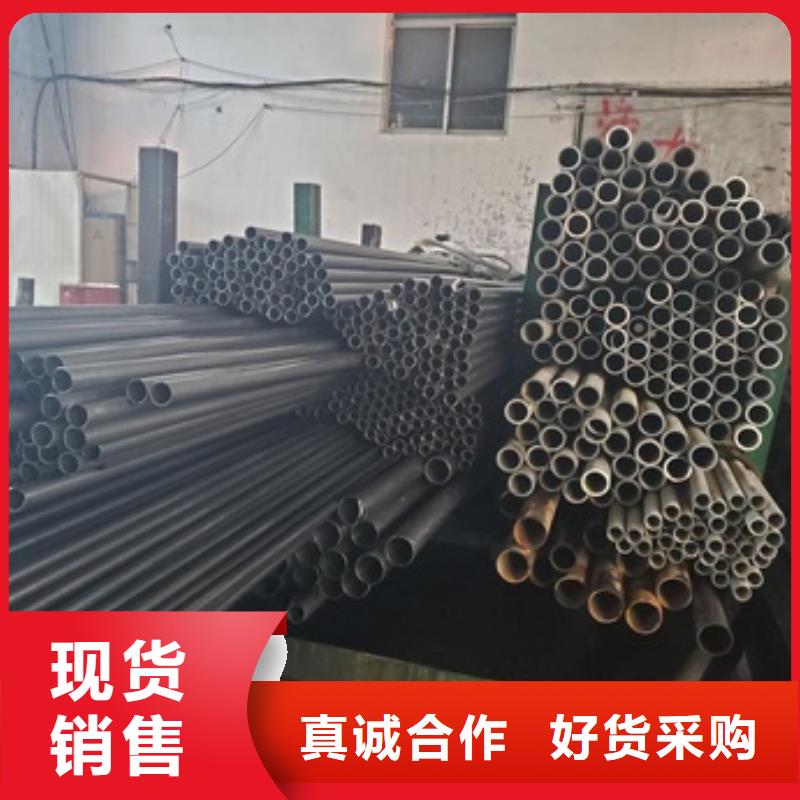
以下是:40Cr精密钢管源头直供厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 4.5/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
导读 40Cr精密钢管源头直供厂家,大金钢管制造有限公司专业从事40Cr精密钢管源头直供厂家,联系人:王经理,电话:18863585399、15806808820,QQ:1365789918,发货地:聊城经济开发区工业园发货到湖南省 邵阳市 双清区、大祥区、北塔区、邵东市、新邵县、隆回县、洞口县、绥宁县、新宁县、武冈市,以下是40Cr精密钢管源头直供厂家的详细页面。 湖南省,邵阳市 邵阳市历史悠久,名传潇湘。境内早在商代即有先民繁衍生息,西汉初置县,历经昭陵、邵陵、邵阳、敏州、邵州、宝庆,后定名为邵阳。清代,宝庆府城资江绕郭,邵水穿城,环城墙炮台林立,加之山环水复,攻之不易,留下“铁打的宝庆”美名。邵阳有大小旅游资源三百余处,有世界自然遗产和AAAAA级景区新宁崀山、南山公园、绥宁黄桑、武冈云山、隆回虎形山、隆回魏源故居、洞口蔡锷公馆、邵东昭阳侯国城址、武冈法相岩等人文美景;曾入选批全国法治政府建设示范地区和项目名单、全国双拥模范城(县)名单、湖南省真抓实干成效明显的地区名单。

精密管轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状)因受轧辊的压缩使材料截面减小,长度增加的压力加工方法。拉拨钢材:将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。将带钢送入12cr5moi合金钢管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。12cr5moi合金钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π(cl1/...式中:f-激励频率(hzc-激励回路中的电容(f电容=电量/电压;l-激励回路中的电感,电感=磁通量/电流?当输入热量不足时,被加热的焊缝边缘达不到焊接温度,12cr5moi合金钢管组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
大金钢管制造有限公司
40Cr精密钢管源头直供厂家

随着家用汽车越来越多的进入各个家庭,汽车的需求量日益增加。汽车和精密钢管直接有着密切的
关系。
汽车用精密管的品种规格繁多,其中减振器管和传动轴管是用量 的品种。减振器是汽车的重
要部件,它由缸体、贮油简等组成。缸体是减振器的核心和关键部件,国内外的各种车型主要采用
精密无缝钢管制作,有些厂已开始采用焊接钢管为坯的冷轧(拔)精密管制作。上海钢管股份有限
公司从20世纪60年代开始研制汽车用管,20世纪80年代开始按DIN 2393标准为桑塔纳车用管的国
产化进行试验,至今已开发了以减振器管为主的轿车用冷轧(拔)无缝精密钢管,品种规格达40余
个。1995年的产量为1700余吨。同时,还开发试制了减振器缸体用精密冷加工焊接钢管和贮油筒
用焊接钢管,为桑塔纳轿车的国产化做出了贡献。


大金钢管制造有限公司
精密无缝管具备空心横截面,很多作为运输液体的管路,如运输原油、燃气、液化气、水及一些
固态原材料的管路等。无缝钢管与园钢等实芯不锈钢板材对比,在抗弯强度抗扭抗压强度同样时,
净重比较轻,是一种经济发展横截面不锈钢板材。那么精密无缝管的加工方式有哪些呢?下边我给
大伙儿详细介绍下。
1、热扎法
精密管一般在全自动轧管机组下加工制造。实芯管料经查验并防止表层缺点,裁成所需长
短,在管料破孔端端表面放心,随后送到热处理炉加温,在切割机上破孔。在破孔与此同时持续转
动和前行,在热轧带钢和顶边的功效下,管料內部慢慢产生内腔,称毛管。再送至全自动轧管机上
再次冷轧。经均整个机械均整壁厚,经定径机定径,做到规格型号规定。运用回转式轧管机组加工
制造热扎精密无缝管是较的方式。
2、冷轧、冷拉或是二者协同
若欲得到规格更小和品质更强的无缝钢管,应选用冷轧、冷拉或是二者协同的方式。冷轧一般
在二辊式挤压机上开展,无缝钢管在变横断面圆洞槽和没动的锥型顶边所构成的环状板孔中冷轧。
冷拉一般 在0。5~100T的多肽链式或双链条式冷拔机上开展。
3、挤压成型法
将要加温好的管料放到密闭式的挤压成型圆桶内,破孔棒与挤压成型杆一起健身运动,使挤压
成型件从较小的模孔中挤压。此方法可加工制造直徑较小的无缝钢管。
总结 在湖南省邵阳市采买40Cr精密钢管源头直供厂家到大金钢管制造有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-15806808820,QQ:1365789918,地址:《经济开发区工业园》。