





邵阳铸铁闸门。铸铁机清理增援部队。门口面前离开工厂,闸门,闸盒适合紧凑,减少差距后上述 4 6 锁定设备的上和下盒重量,注意密切的重量要撤消,间隙调整到 2 万门设备设备以便门打开和关闭。
当浇筑混凝土铸铁机,流进大门,闸箱,楔形,挡板之间砂浆应完全,防止砂浆凝结效果的开启和关闭的门后。整体垂直铸铁闸时进入储备罐底部的直立框架两侧上机器调整垫在垫子上 (禁止下梁),手动葫芦带框的妥协和电缆它建立,门级,周围地脚螺栓孔锚定于浇口位置,阶段二铸造好的模板。
邵阳铸铁闸门在正常情况下,我们使用铸铁铸铁机架以确保油过滤设备和畸形,如导管内径应足够好表规范和抽吸无吸力和压力,在工作的用户的数量。吸出高度差异 < 500 毫米.铸铁机,我们使用在我们日常的使用,它有种邵阳铸铁闸门阀装置的技巧?
铸铁铸铁闸阀的设备是关键,好的设备可以推进邵阳铸铁闸门的使用和邵阳铸铁闸门厂家介绍铁闸以下特定设备选项︰
设备工作前,要先检讨垂直框和交叉框志坚,与门的板和闸板志坚 (指更多挡闸的闸板组合) 的连接螺钉可以在运输搬运中惹起松散,他们的答案可以错了牙齿,调整成面、 审查闸板和门槽的差距,保证门槽和闸板的差距不太可能给禹 0.08 毫米,如果差距可以调度闭紧设备已拧紧联接螺栓。
邵阳铸铁闸门防腐处理方法邵阳铸铁闸门喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。
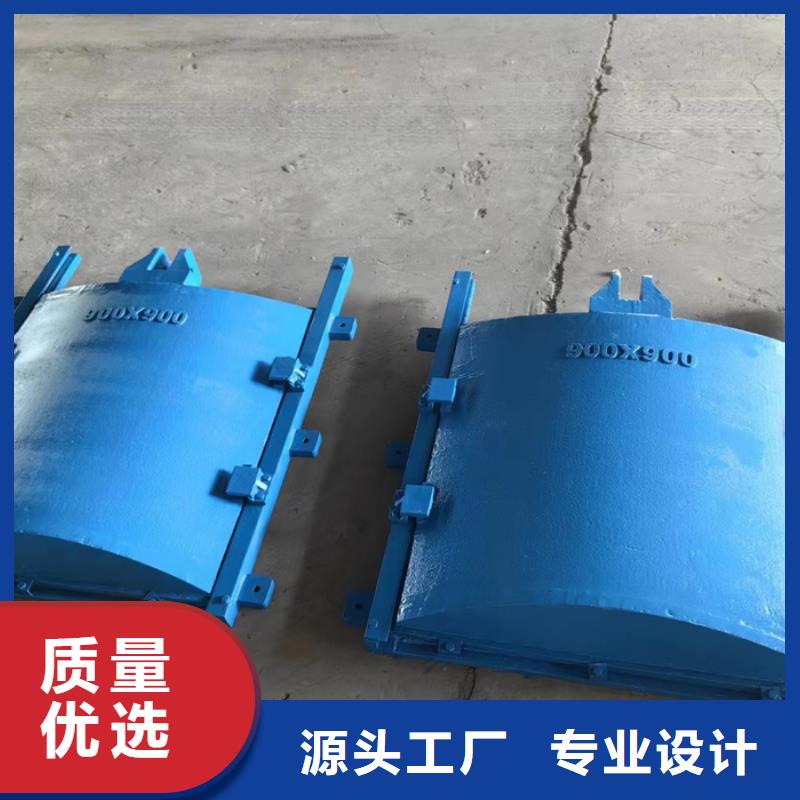
闸门按闸板结构的组合不同,分为整体式和组装式两大类。小规格的闸门一般制成整体式,但机械运输条件较差的施工安装点的闸门亦可制成组装式,以便于人工运输。中等规格以上的闸门一般均可制成组装式。
邵阳铸铁闸门常用防腐方法中,用得较多的是覆盖层防腐。覆盖层防腐方法主要有涂料防腐和热喷涂防腐。现根据钢闸门制作的实践经验,介绍钢闸门热喷涂的施工方法。
钢闸门表面处理,钢闸门表面热喷涂之前,应将钢闸门金属表面的铁锈、氧化皮、油污、焊渣、灰尘、水分等污物干净,使其全部露出灰白的金属本色,并且保持干燥,有一定的粗糙度,以保证热喷涂料与基体间有良好的附着力。具体方法如下:
喷砂处理施工要求,杂物的方法宜采用喷射或抛射,一般采用喷射,即人们通常说的喷砂除锈。
喷砂机是喷砂处理设备,在一定压力条件选取适当的磨料,可达到高质量的表面处理效果。喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。喷嘴到基体金属表面宜保持100~300mm的距离。喷射方向与基体金属表面法线的夹角以15°~30°为宜。喷砂用的磨料品种较多,性能不一,一般选用强度较高的石英砂。磨料使用前必须干燥,含水量不得大于1%,否则必须进行炒砂或烘干处理。对磨料的料径也有要求,其值在0.75~3.0mm之间。