





随州铸铁闸门常用防腐方法中,用得较多的是覆盖层防腐。覆盖层防腐方法主要有涂料防腐和热喷涂防腐。现根据钢闸门制作的实践经验,介绍钢闸门热喷涂的施工方法。
钢闸门表面处理,钢闸门表面热喷涂之前,应将钢闸门金属表面的铁锈、氧化皮、油污、焊渣、灰尘、水分等污物干净,使其全部露出灰白的金属本色,并且保持干燥,有一定的粗糙度,以保证热喷涂料与基体间有良好的附着力。具体方法如下:
喷砂处理施工要求,杂物的方法宜采用喷射或抛射,一般采用喷射,即人们通常说的喷砂除锈。
喷砂机是喷砂处理设备,在一定压力条件选取适当的磨料,可达到高质量的表面处理效果。喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。喷嘴到基体金属表面宜保持100~300mm的距离。喷射方向与基体金属表面法线的夹角以15°~30°为宜。喷砂用的磨料品种较多,性能不一,一般选用强度较高的石英砂。磨料使用前必须干燥,含水量不得大于1%,否则必须进行炒砂或烘干处理。对磨料的料径也有要求,其值在0.75~3.0mm之间。
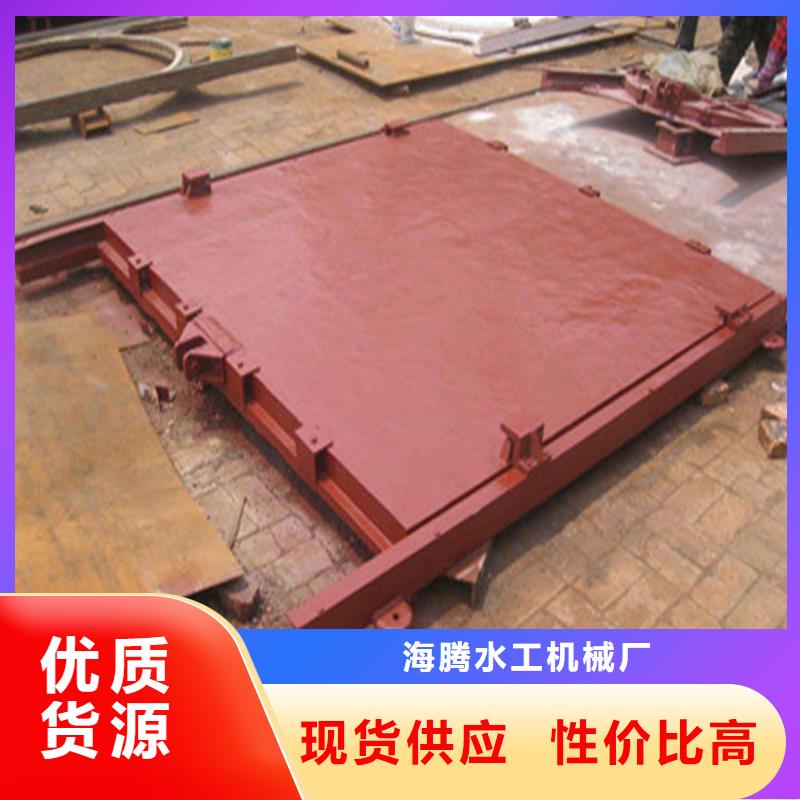
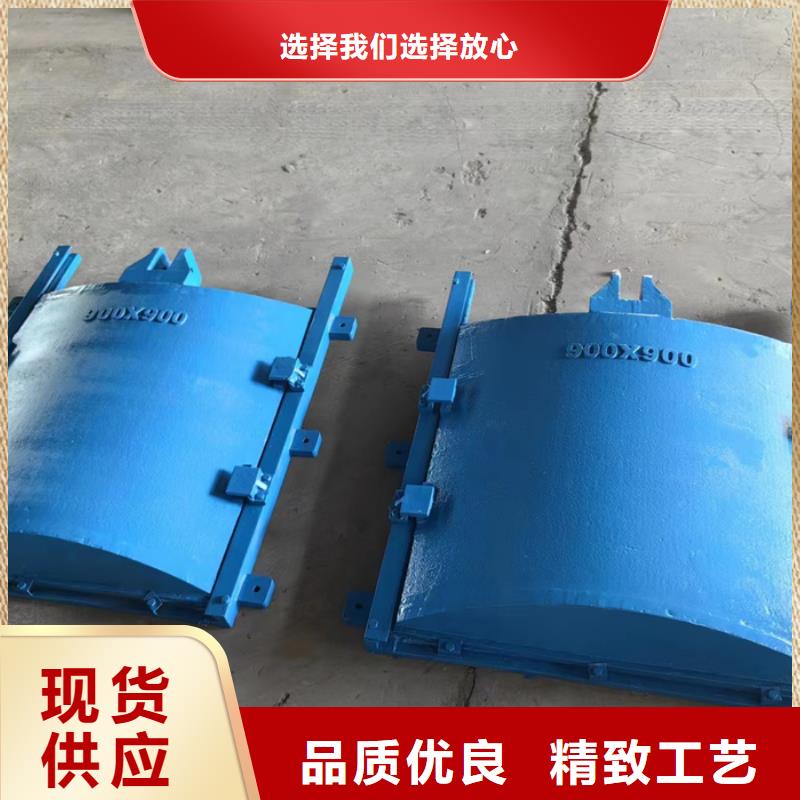
随州铸铁闸门通常我们是由活动部分(也称门叶)、埋固部分和启闭机械3部分组成。门叶包括:承重结构、行走支承、支臂、支铰、止水装置、吊耳等。埋固部分包括:轨道、铰座、止水座、护角等。
随州铸铁闸门 本闸门是由门框、闸板、导轨、密封条、可调整密封机构等部件组成,其密封原理是门框固定于水池墙壁上,导轨固定门框与墙壁上,闸板通过导轨做启闭动作,直到闸板上的锲块碰到导轨条上的锲块,使得闸门密封面紧靠门框上的密封面,从而起到密封效果,另外闸板密封面跟门框密封面都是镶铜材质的,具有耐磨损的特性,使得阀门密封密封性好、耐磨性强、耐腐蚀、操作简单、安装方便、使用寿命长、适应性广等特点。适用于给水排水、水利和防洪等水工构筑物的取水口、水池及集水井内,作切换流道或截断水流用。此闸门可以通过启闭机在平台上操作,根据客户要求可以配置手动、手电两用启闭机,使得开启过程中轻松自如。

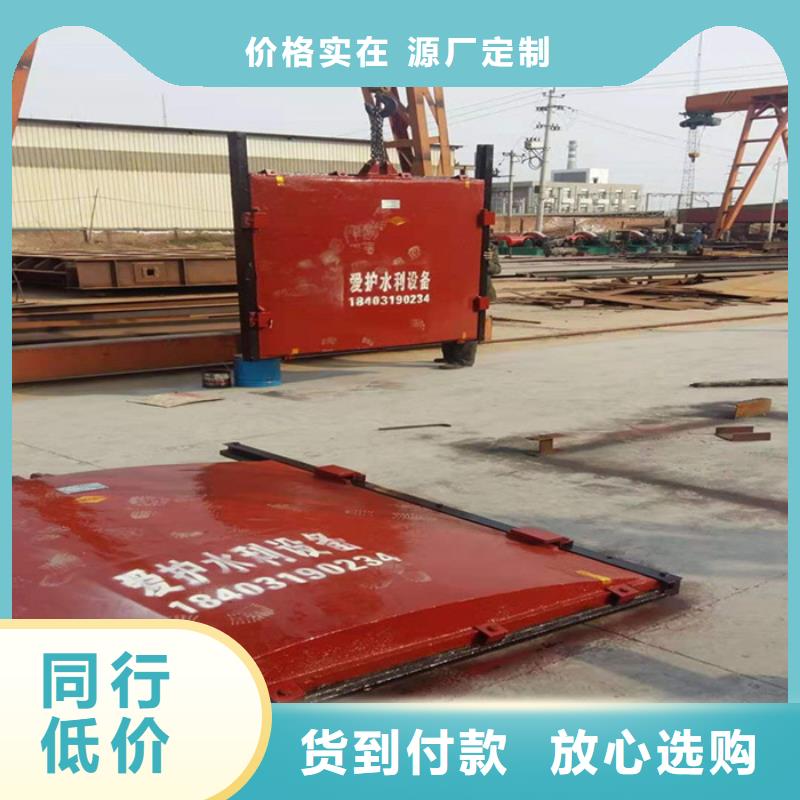
随州铸铁闸门。铸铁机清理增援部队。门口面前离开工厂,闸门,闸盒适合紧凑,减少差距后上述 4 6 锁定设备的上和下盒重量,注意密切的重量要撤消,间隙调整到 2 万门设备设备以便门打开和关闭。
当浇筑混凝土铸铁机,流进大门,闸箱,楔形,挡板之间砂浆应完全,防止砂浆凝结效果的开启和关闭的门后。整体垂直铸铁闸时进入储备罐底部的直立框架两侧上机器调整垫在垫子上 (禁止下梁),手动葫芦带框的妥协和电缆它建立,门级,周围地脚螺栓孔锚定于浇口位置,阶段二铸造好的模板。
随州铸铁闸门制芯工序
(1)该产品的砂芯仅有一件重约4kg的热芯,我们主要是检测热芯的发气量,并控制在16mL/g以下。此外,对于涂料的发气量也要求控制在30mL/g以下,努力降低砂芯的发气量。
(2)在砂芯芯头位置钻排气孔,并控制排气孔深度约为芯头长度的1/2左右。同时注意检查浸涂完毕的砂芯是否存在涂料堆积或排气孔堵塞的现象。
随州铸铁闸门造型工序
(1)在保证砂型水平面硬度>90,立面>85(B型硬度计检测)的前提下,降低了上箱的压实比压,以便进一步提高排气效率。
(2)严格控制涂料的波美度在37~39,并规范喷涂操作方法,既要喷涂到位又不能使涂料堆积,保证涂料层的厚度。
对于这个造型是比较严格的,我们的随州铸铁闸门在造型方面完全符合这方面的需要,而且产品变得更加的好。