服务热线:17362282589
联系我们

更新时间:2024-11-17 20:41:30 浏览次数:5 公司名称:聊城 广顺交通设施有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 20/件 |
| 发货期限 | 1-7 |
| 供货总量 | 50986 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |


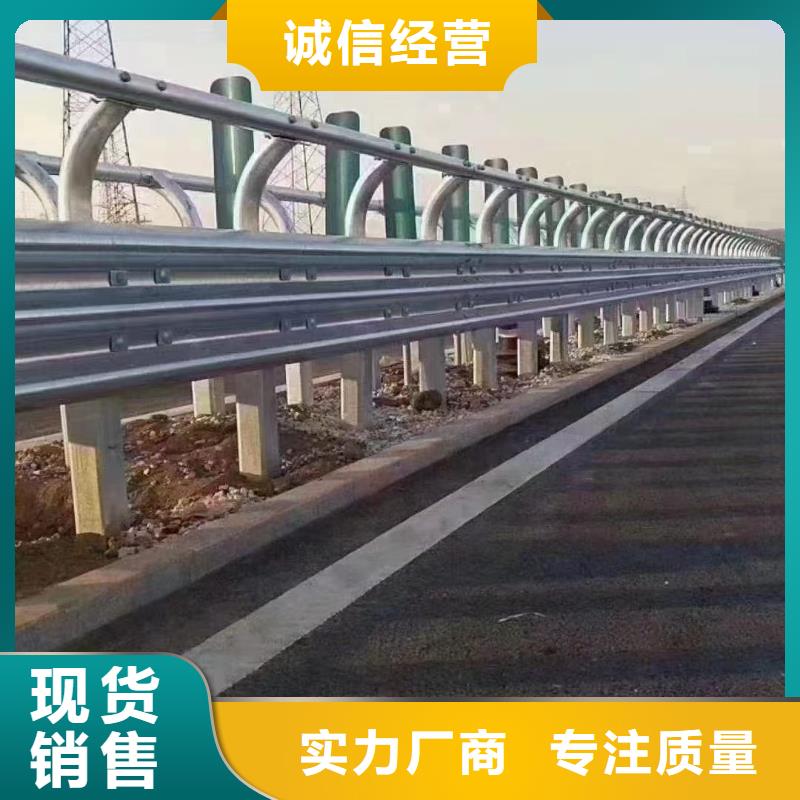

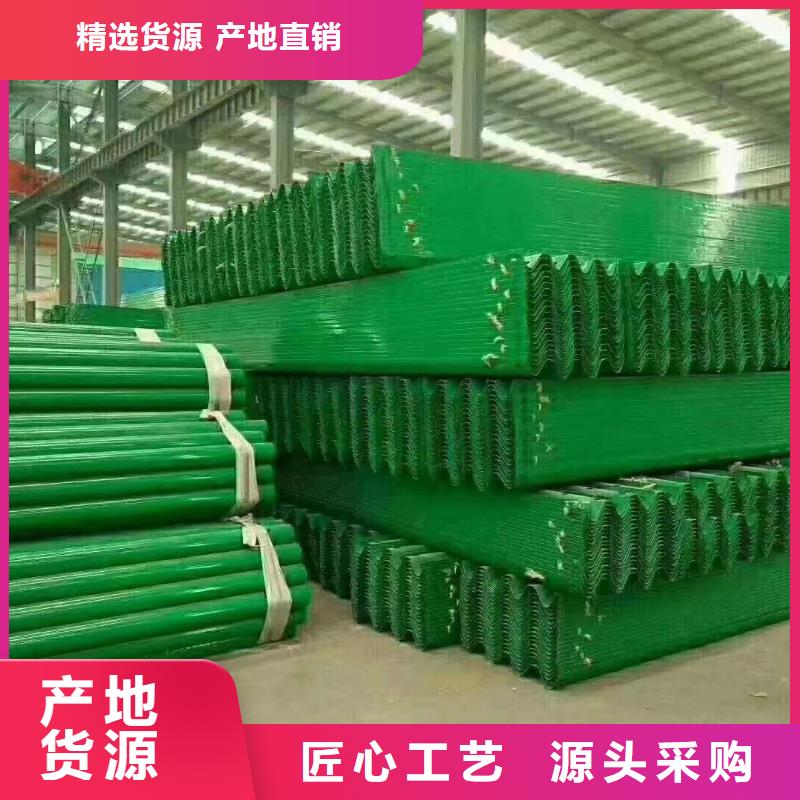

南平河道栏杆质量优质的厂家
云海旭金属材料有限公司

都具有重大的现实意义。 为适应市场需求, 市场上先后涌现出钢塑复合管、 铝塑复合管、 PPR 管、 PE 管等各种各样的新型输水管材, 内衬不锈钢复合钢管正是在这种背景下应运而生的。 在我国中东部地区, 城市居民天然气供应存在 巨大峰谷差, 需求高峰月 日用气量是低谷月 Et 用气的数十倍之多, 为保证天然气稳定供应, 建造盐穴地下储气库调峰是有效的手段之一。 但从盐穴储气库采出的天然气温度较高, 且含有较高二氧化碳和二氧化硫、 高含量的 Cl 一等, 使采气管线使用环境非常苛刻, 采气管道腐蚀较为严重, 很容易在短时间内造成腐蚀失效, 轻者造成停产, 重者引起爆炸, 威胁人身。 [3-4] 不锈钢复合钢管因其既具有碳钢或合金钢的力学性能, 又具有不锈钢的耐蚀性等优点, 得到了广泛运用。 不锈钢复合管道已在我国陆地油气田中得到成功应用, 但对国内海洋工程是一个全新的概念。 复合管通常在海洋产业和深海应用中使用。
 云海旭金属材料有限公司
云海旭金属材料有限公司
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



