


正是因为有了无缝钢管的高质量高品质的保障,我们的工业才能安心的不断发展,我们的生活也能够有序的进行。当然,无缝钢管不但在生活工业中起着重要作用,在军队工业中也是重要的生产材料。它的特点是:产量相对很低,但是技术含量和造价都比较高,是高品级无缝管的主要代表。也正是有了无缝钢管的奠定才有了 的强盛,我们才能够真正做到有底气,能够做到国富民强。中国近几年来的迅速发展犹如一条腾飞的巨龙.国富民强,随着经济的进步, 的海陆空也在日益强大。
而海洋强国必须要有强大的船舶海军做支撑。船舶市场是个国际市场,中国造船业前景有待突破,其大背景是中国造船业已经占据了全球市场三分之一强的份额。2017年我国造船完工量可能与2016年持平,手持订单量将低于9000万载重吨。一艘万吨级船舶,用钢管总长大约数十公里,船用管多为给排水、蒸汽、燃油、液压油管等,钢管种类有无缝钢管、直缝埋弧焊管和高频直缝焊管,设计压力 0.7MPa, 40MPa,设计温度60℃~300℃,管径ф114mm~ф610mm。

无缝钢管质量要求①钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。a. 合金元素:有意加入,根据用途b. 残余元素:炼钢带入,适当控制c. 有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。②钢管几何尺寸精度和外形a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。
外径允许偏差 δ=(D-Di)/Di × D: 或小外径mmDi:名义外径mmb. 钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关
热轧无缝钢管主要生产工序:管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库②冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
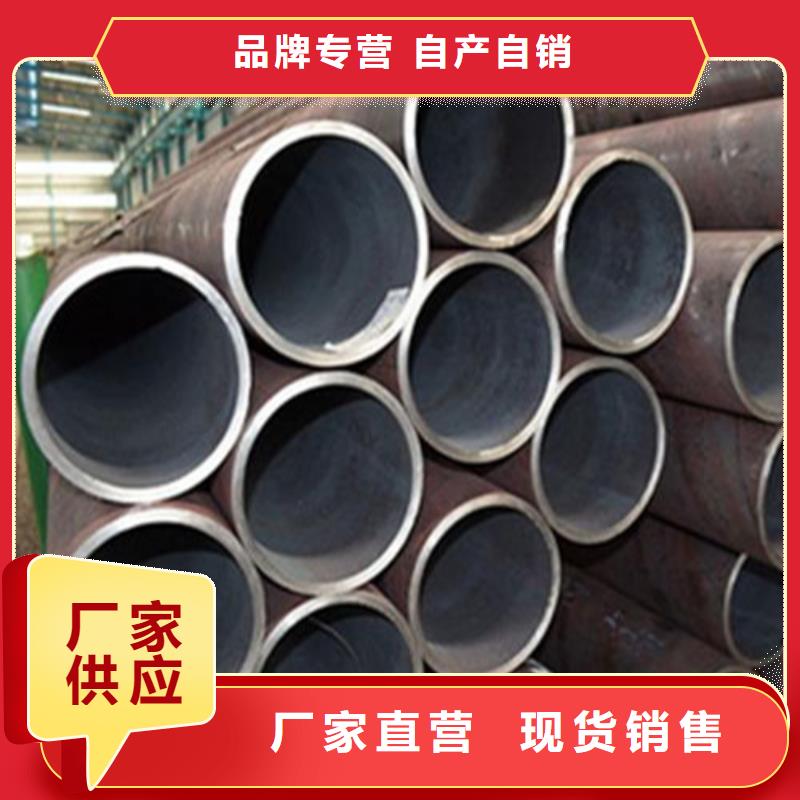
钢管分为 无缝钢管和焊接钢管。无缝钢管生 产过程是将实心管坯或钢锭穿成空 心的毛管,然后再将其轧制成所要 求尺寸的钢管。采用的穿孔和轧管 方法不同,就构成了生产无缝钢管 的不同方法。焊接钢管生产过程是 将管坯(钢板或带钢)弯曲成管状, 再把缝隙焊接起来成为钢管。因采 用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。
无缝钢管主要用热轧法生产。 挤压法主要用于生产难穿孔的低塑 性高合金钢管或异型钢管和复合金 属管。冷轧和冷拔法可将热轧管继 续加工成小直径和薄壁的钢管。焊接钢管工艺过程简单、生产 效率高、成本低、产品品种日益扩 大。无缝钢管和焊接钢管主要生产
