
联系我们

现货富士钨钢TF09超微粒硬质合金库存充足
更新时间:2024-11-18 21:36:20 浏览次数:2 公司名称:东莞 天强特殊钢有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 20/件 |
| 发货期限 | 电话咨询:15920673333 |
| 供货总量 | 不限 |
| 运费说明 | 电话咨询:15920673333 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 模具钢 |
| 产品品牌 | 天强 |
| 产品规格 | 齐全 |
| 发货城市 | 东莞 |
| 产品产地 | 东莞 |
| 加工定制 | 是 |
| 产品型号 | 钨钢 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 工业面,黑皮 |
| 外形尺寸 | 板材,圆钢 |
| 适用领域 | 机械制造,金属制品 |
| 是否进口 | 都有 |
| 质量认证 | 正品 |
| 工作温度 | 耐高温,耐磨 |
| 销售类型 | 现货 |
| 加工工艺 | 铸造,开条,平分,拉伸,焊接,热轧 |
| 仓库 | 储运库 |

阜阳现货富士钨钢TF09超微粒硬质合金库存充足
<阜阳>天强特殊钢有限公司

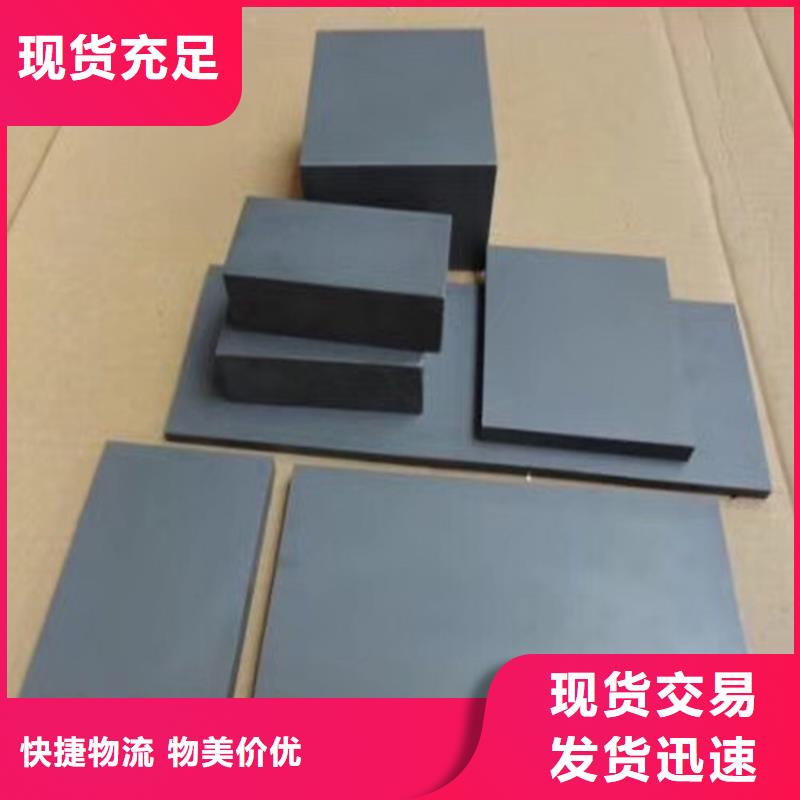
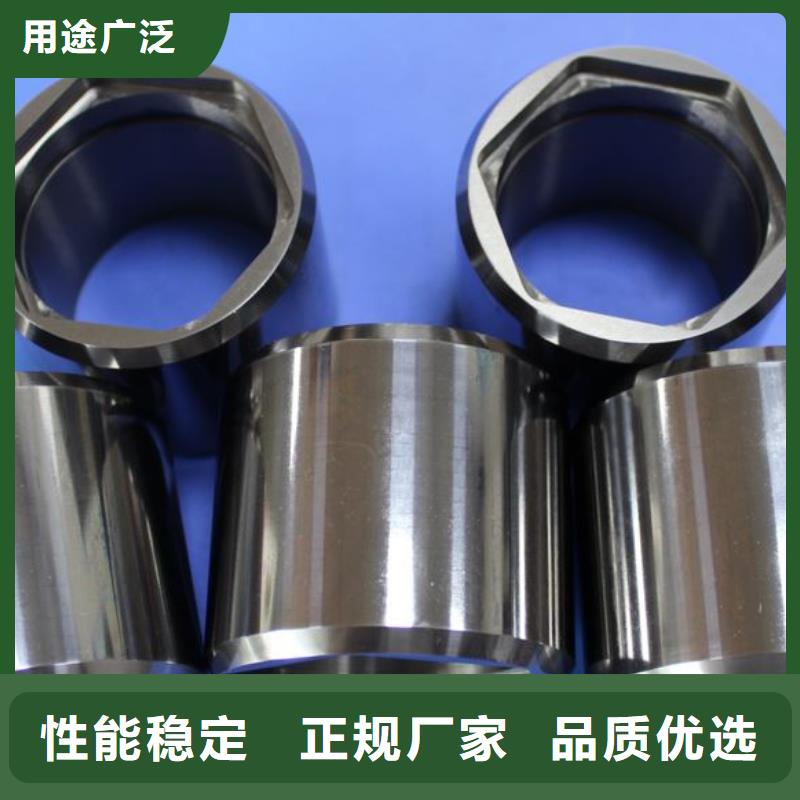
阜阳天强特殊钢有限公司专营各种钢材,圆棒,阜阳模具钢,阜阳钨钢,不锈钢等,量大优惠。钨钢材料系列:钨钢系列材料典型代表产品有:圆棒,钨钢板材,钨钢长条等。钨钢成分结构:钨钢烧结成型就是将粉末压制成坯料,再进烧结炉加热到一定温度(烧结温度),并保持一定的时间(保温时间),然后冷却下来,从而得到所需性能的钨钢材料。钨钢板材是钨钢众多钨钢材料中的一种,因其形状为矩形的板块(或方块)而得名,又名钨钢板块、钨钢板料等。钨钢板材主要应用于制作冲裁铜、铝、不锈钢、冷轧板、EI片、Q195、SPCC、硅钢片、五金件、标准件、上下冲头等薄片的高速冲模和多工位级进模具。也是制作耐高温零件、耐磨零件、防屏蔽零件、耐腐蚀零件的 材料。使用时应具体根据用途选择合适材质的钨钢板材。

阜阳天强特殊钢有限公司专营各种钢材,圆棒,阜阳模具钢,阜阳钨钢,不锈钢等,量大优惠。钨钢材料典型产品代表:1、钨钢圆棒,常用来制作钻头、PCB板微钻头、模具顶针、模具 、电极棒、锣刀、纺织行业的梭子、机床轴颈、机床轴心等。2、钨钢长条,常用来制作,木工刀具、耐磨零件等。3、钨钢板材,常用来制作高精度高耐磨模具、级进模具、防盗板、X射线防辐射板、刀具、异形零件等。4、钨钢圆片,常用来制作圆刀片,如:铝基板刀片、切脚机刀片、钨钢切脚机刀片、钨钢V-CUT刀片、V-CUT刀、钨钢分切刀片、钨钢瓦楞纸刀片、光纤切割刀片等。5、耐高温钨钢材料,常用来制作陶瓷烧结模具,硬质合金烧结模具等。
 天强特殊钢公司业务的不断拓展,模具钢将以卓越的性价优势随着中国模具走向世界。拥有5台大型立式带锯、6台卧式锯床, 立式自动数控锯床2台;以及钢板精加工机械,主要有3台大型大水磨床、2台大型龙门铣床、2台精铣机床等。为满足客户生产急需模具材料要求,公司的加工部与专业热处理厂家服务配套,能从钢材胚料,精板加工到热处理一步到位。
天强特殊钢公司业务的不断拓展,模具钢将以卓越的性价优势随着中国模具走向世界。拥有5台大型立式带锯、6台卧式锯床, 立式自动数控锯床2台;以及钢板精加工机械,主要有3台大型大水磨床、2台大型龙门铣床、2台精铣机床等。为满足客户生产急需模具材料要求,公司的加工部与专业热处理厂家服务配套,能从钢材胚料,精板加工到热处理一步到位。

阜阳天强特殊钢有限公司专营各种钢材,圆棒,阜阳模具钢,钨钢,冷扎板,不锈钢,阜阳透气钢等,量大优惠。钨钢的硬度可以达到89~95HRA。钨钢(硬质合金)具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。钨钢的分类根据ISO标准进行。这种分类的依据是工件的材料种别(如PMKNSH牌号)。粘结相成分主要是利用其强度和耐蚀性。钨钢的基体由两部分组成:一部分是硬化相;另一部分是粘结金属。粘结金属一般是铁族金属,常用的是钴、镍。因此就有了钨钴合金、钨镍合金及钨钛钴合金。
我公司产品介绍:
阜阳天强特殊钢有限公司专营各种阜阳钢材,圆棒,阜阳模具钢,钨钢,不锈钢,冷扎板等,量大优惠。减少钨钢钎焊工件的裂纹的措施:① 在焊缝中加补偿垫片是减小焊缝应力的有效措施之一。在焊缝中加补偿垫片的方法很多,如用铁丝网、冲孔填片、镍铁合金垫片和在钨钢上电镀纯铁等。由于这些补偿物的熔点高于钎料熔点200℃以上,钎焊时垫片不熔化而夹在焊缝中间。焊缝冷却时,钨钢和基体金属之间的焊缝各层有充分塑性变形,使焊缝各部分能比较自由地收缩,减小了钎焊应力。但是加补偿垫片会导致焊缝强度的大幅度下降。其中采用铁丝网或冲孔垫片的焊缝强度降低60%。由50%镍和50%铁所组成的镍铁合金补偿垫片虽能较好地应力和不降低焊缝强度,但因含镍量过多不宜在生产中大量使用。生产中用厚度为0.4~0.5mm的低碳钢片或镀镍铁片做补偿垫片,可取得很好的效果。

阜阳天强特殊钢有限公司专营各种钢材,圆棒,模具钢,阜阳钨钢,不锈钢,冷扎板等,量大优惠。阜阳钨钢铣刀在进行铣削工序时,工件可顺着或相对刀具旋转方向进给,这会影响到切削的起始和完成特性。钨钢铣刀在进行顺铣(也称为同向铣削)时,工件的进给方向与切削区域的钨钢铣刀旋转方向相同。切屑厚度从一开始就会逐渐减少,直至在进行周边铣时切口的末端为零而止;在进行逆铣(也称为反向铣削)时,工件的进给方向与切削区域的铣刀旋转方向刚好相反。切屑厚度开始为零,然后随着切削过程逐渐增加。钨钢铣刀在进行逆铣时,钨钢铣刀刀片从零切屑厚度处开始切削,这会产生很高的切削力,从而推动钨钢铣刀和工件彼此远离。钨钢铣刀刀片被强行推入切口后,通常会与由正在切削的刀片所导致的加工淬硬表面接触,同时在摩擦力和高温的作用下产生摩擦和抛光效果。切削力也更容易将工件从工作台上举起。