


联系我们

不锈钢复合管-值得拥有
更新时间:2024-11-08 06:33:35 浏览次数:5 公司名称:聊城 聚晟护栏制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 216/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 9898977 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 聚晟护栏 |
| 材质 | 不锈钢 |
| 是否可定制 | 是 |


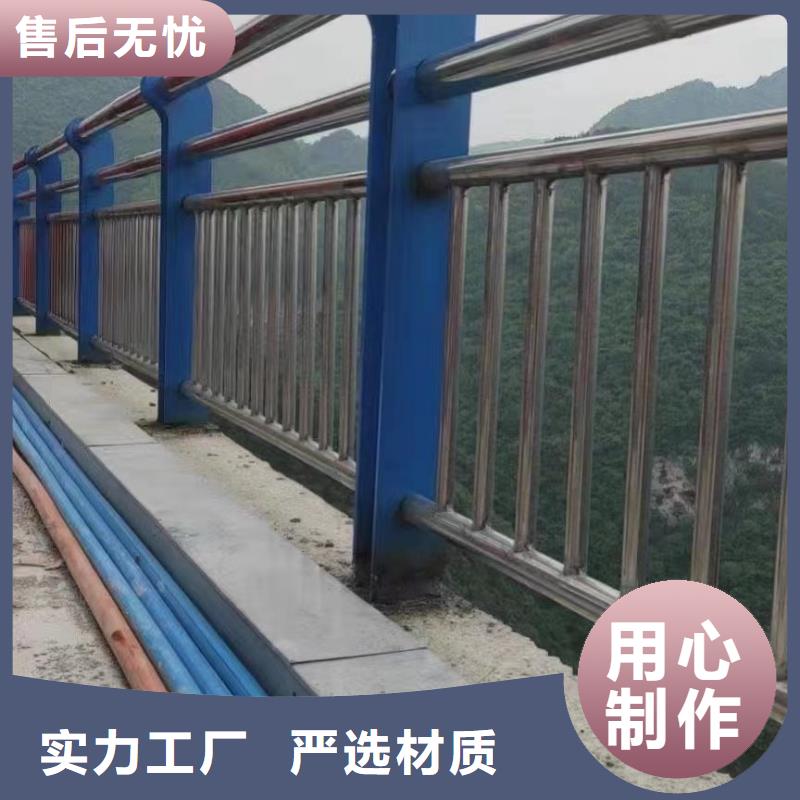



正确的方法是在市场上购买干净和干净的水,或者请调解人去除铁锈。如果要铁锈,在栅栏表面上光蜡。应用范围不锈钢复合管护栏逐步应用于桥梁护栏、道路护栏、工厂护栏、园林护栏等。它既具有不锈钢管外观不生锈和碳钢管硬度低的优点,又价格低廉,广泛应用于各个领域。 产品差异化不锈钢管与不锈钢复合管的区别。不锈钢复合管:材质是铁,不锈钢层包裹在外面,比较坚固,密封性好的情况下可以保证防锈期,因为纯不锈钢没有什么不同。不锈钢管:整个管都是不锈钢打火机,承载能力没有复合管好,但不易绣,不锈钢材料分为1304种,普通材料在市场上是301种,304种比较好。 特点经过不同的抛光工艺,形成镜面光亮、哑光、拉丝表面等现代工业加工的装饰效果,而不锈钢在冷加工、热加工、焊接等方有良好的物理性能。栏杆系统采用不锈钢制作,具有优良的机械性能和优良的耐腐蚀性能,产品具有良好的抗横载性能、抗垂直荷载性能、抗轻量化冲击性能,保证使用。 此外,太阳能光伏发电系统的不锈钢护栏,太阳能真空管、真空集热板的结合应用,使不锈钢栅栏可以利用太阳能是绿色、清洁、环保的能源造福人类,他们的寿命长,费用低,作为和停止污染的同时,大大降低能耗,有效节约能源和保护环境。
<青岛>聚晟护栏制造有限公司 青岛不锈钢复合管-值得拥有
DN125-DN600的管件因口径较大,加工螺纹和拧紧螺纹较困难,故DN125-DN600的管件应采用沟槽式管接头和衬塑法蓝。沟槽式管接头是执行城镇树立行业“CJ/T156沟槽式管接头”。沟槽式管接头在外表面和端面中止了静电喷塑处置,也可在球墨铸铁沟槽式管接头外镀HA合金镀层,镀层的耐蚀水平抵达不锈钢的耐蚀水平。 受其影响,不锈钢复合管社会库存,特别是流通范畴不锈钢复合管库存进一步,加剧整体不锈钢复合管需求衰减。市场由不锈钢复合管买卖转为盘绕合同款项的催缴,尾款、结算等资金有关项目展开。因此,本周基本可以视作买卖后一周,但买卖量上来看,曾经呈现明显,价钱变的不那么重要,多数商家报价基本维持并持续到春节。 复合器向外滚压使外管发作性变形,内管发作塑性变形,二者产生过盈配合,紧密贴合。无缝钢管内衬不锈钢复合管管壁光滑、均匀、不结垢、耐腐蚀。适用于高层建筑的上水管和煤气管及冷、热水管。采用工艺衔接、可靠。引荐采用手工电弧焊;对央求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。 不锈钢复合管护栏早盘价钱较低,成交倾向不锈钢复合管护栏行情较弱,整体出货情况较差,商家为出货,降价出货,使早盘价钱较低,成交倾向,目前到货较少,不锈钢复合管护栏商家库存相对较为合理,压力有所缓和。综合来看,估量明日不锈钢复合管护栏价钱或将以盘整为主。 内衬不锈钢复合管技术的特性、通径大、阻力小。内衬不锈钢复合管其内层不锈钢仅3B8m,所以理论通径与规则通径基本相符。而且内壁光滑、不结垢、阻力小、流水量大。工作压力高。内衬不锈钢复合管能保证工作压力大于2.5mpa以上,可以满足各类建筑给水工程需求。不锈钢碳素钢复合管、防锈耐腐蚀性好。不锈钢材质由于具有防锈和耐氧化、耐酸碱、耐晶间腐蚀性良好等化学性能,其防锈和防蚀比其它材质优越。内衬不锈钢复合管和不锈钢复合管件配套衔接,其适用范围更普遍,除普通供水供热供气外,还适用于化工、医、石油、食品、电镀等防蚀央求高的行业。

山区低等级公路新建中、小桥段和旧桥的护栏。以上就是为大家整理关于不锈钢复合管桥梁护栏的相关咨询,通过本次内容的分享,大家对不锈钢复合管桥梁护栏有了一定的认知,如果您想要更深入的了解不锈钢复,的业务员,或者到实地考察,共同探讨交流。 不锈钢复合管护栏无限焊接工艺站来咨询不锈钢复合管护栏无限焊接工艺那么今天就来讲解下不锈钢复合管护栏无限焊接工艺。焊接是一种焊接材料(相同或不同种类的)通过加热或加压或二者兼而有之,通过使用或不使用填充材料,使工件材料实现原子结合,形成 连接的过程。 那么不锈钢焊接的要点和注意点是什么。不锈钢焊接用的是什么电极不锈钢电极可分为铬不锈钢电极和铬镍不锈钢电极,两种类型的焊条按照 标准、GB/T983-2012的规定进行评定。铬不锈钢具有一定的耐腐蚀性(氧化酸、有机酸、气蚀)、耐热性和耐腐蚀性。 常用作发电厂、化工、石油等设备和材料,但铬不锈钢一般焊接性差,应注意焊接工艺、热处理条件和选用合适的电极。铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
