



使用数控钢筋弯曲中心,建议大家每周都对设备进行一个简单的维护,对设备进行维护可以保证设备运行流畅,也能使数控钢筋弯曲中心更加稳定。
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。

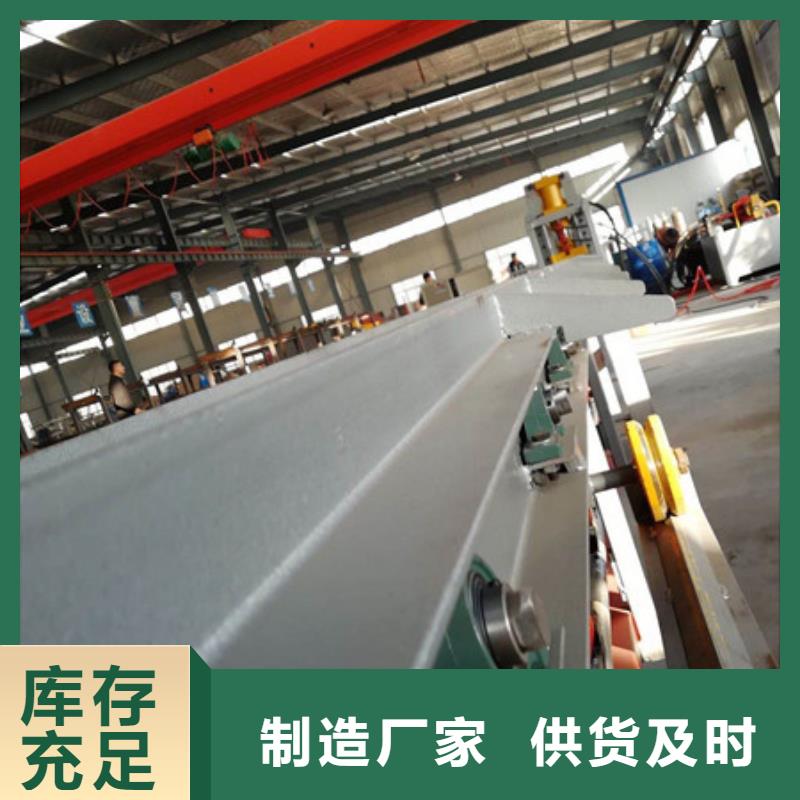
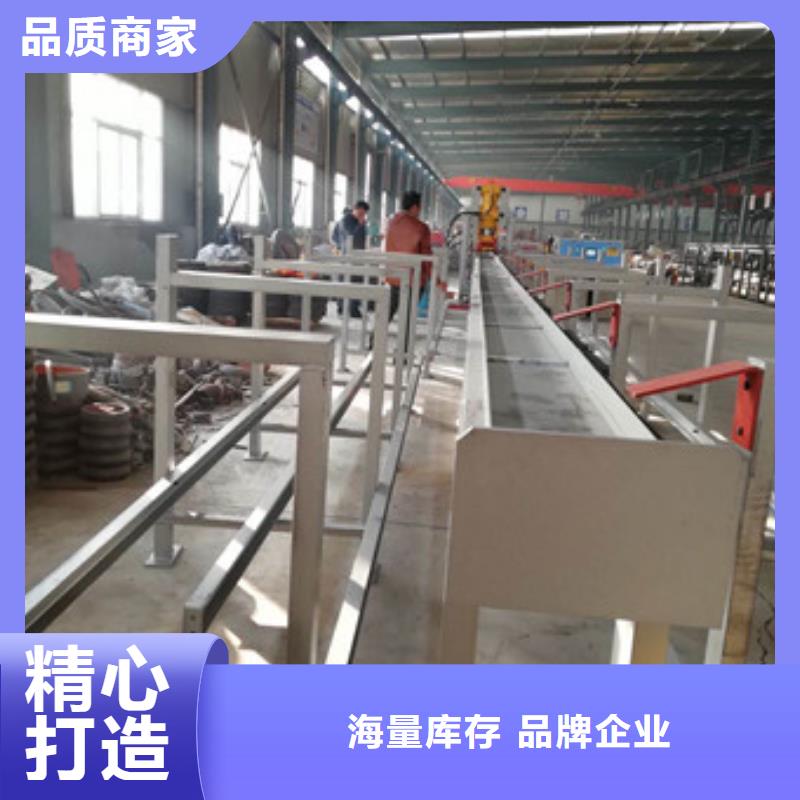
1:本机加工速度快:待工状态2个可全程生产,正常工況3-6人 可生产10-20多节钢筋笼。
2: 本机质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。
3: 本机转运便捷:组合式设计使报运安装、生产等过程不依赖起重设备,适应工厂化大批量国定生产和施工现场分散的机动作业。
4: 本机功耗低:总功率不到15KW,同步工作不到5KW,节能而且不影响总电容的配比。
5: 本机流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋过程施焊等全部过程。
6: 本机采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装
还有重要的就是数控钢筋弯曲中心的芯轴,挡块和转盘等都要每月检测一次,因为这些部件都是容易磨损的,经常检测不会对设备造成影响。 买连云港数控金属带锯床注意事项
买连云港数控金属带锯床注意事项
河南建贸机械设备有限公司是一个集研究、生产、销售为一体的建筑机械设备制造厂。河南建贸机械设备有限公司自创建伊始就以高起点、高为出发点,从厂区生产车间的建设到生产设备的引进,层层严格把关。
该设备可自动一次性成型长度为2m-27m的钢筋笼,并配有远程控制遥控器,比手工绑扎笼子生产效率高,节省材料,笼子坚固,外形标准。广泛应用于大型桥
梁,高速铁路建设等领域的灌注桩施工中。
产品优势
加工速度快:备料、滚焊、加强筋安装、探测管安装、导向垫块安装等,工作效率高。
加工质量稳走可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块
