

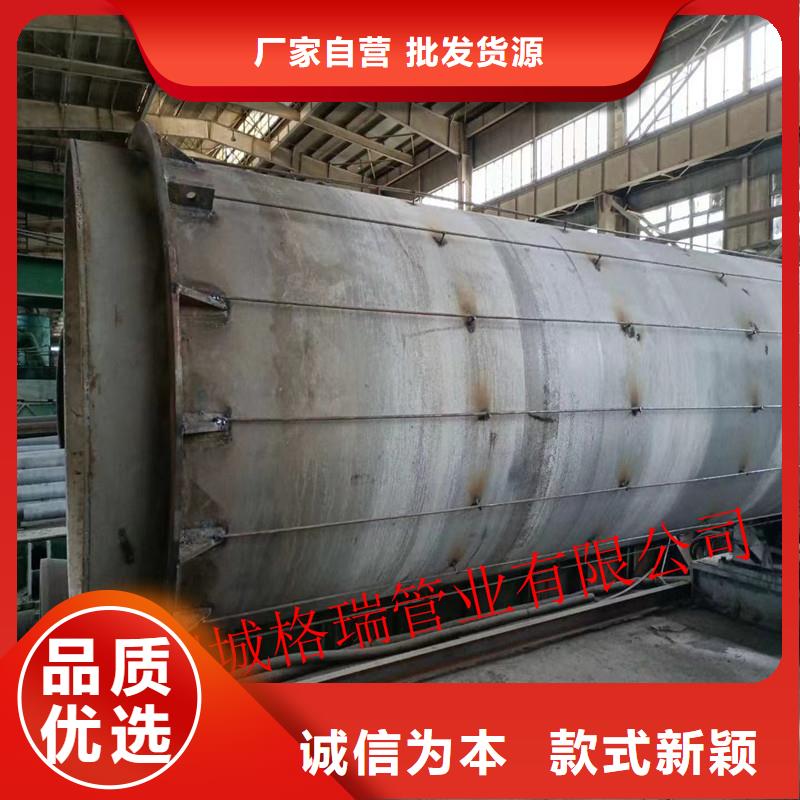






球墨铸铁管挤压筒的预热采用内置式的加热元件进行预热(图7-5和图7-6),而对于较小的挤压筒,较多的是采用活动的感应加热器(也有用热坯料)直接放入挤压筒内腔内进行预热。一旦挤压开始挤压筒内衬便处于受热状态,不需要加热,而是需要经常进行冷却。图7-5所示为俄罗斯制造的63MN(6300t)卧式液压挤压机的带预热装置的三层结构挤压筒,图7-6所示为德国制造的带挤压筒测温装置的60MN(6000t)卧式液压挤压机三层结构挤压筒。球墨铸铁管挤压筒预热时,为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,将使预应力降低从而,恶化挤压筒套筒的工作能力。一般对于较大吨位的卧式挤压机。
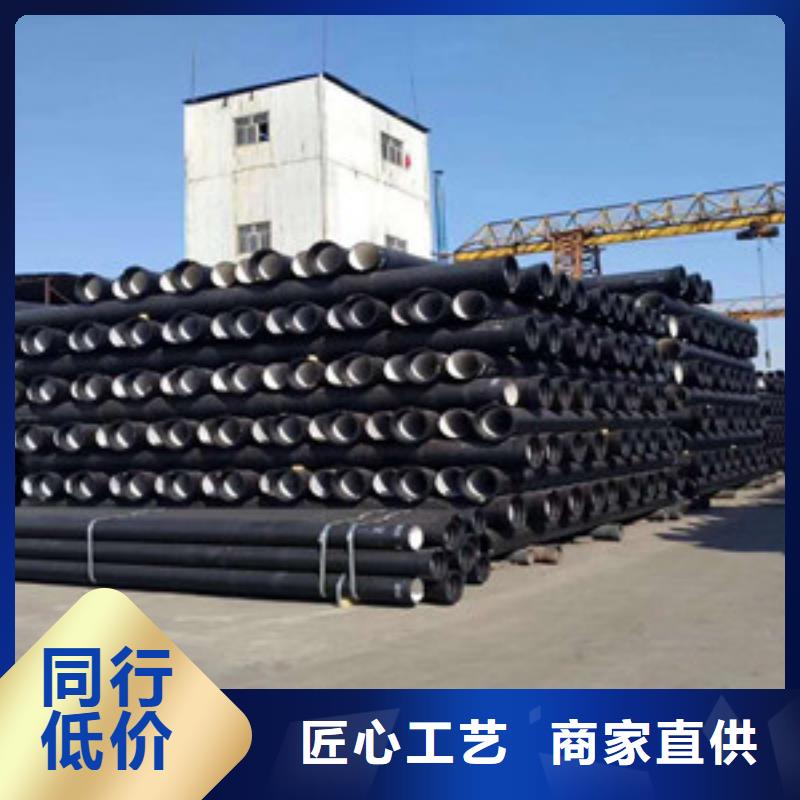
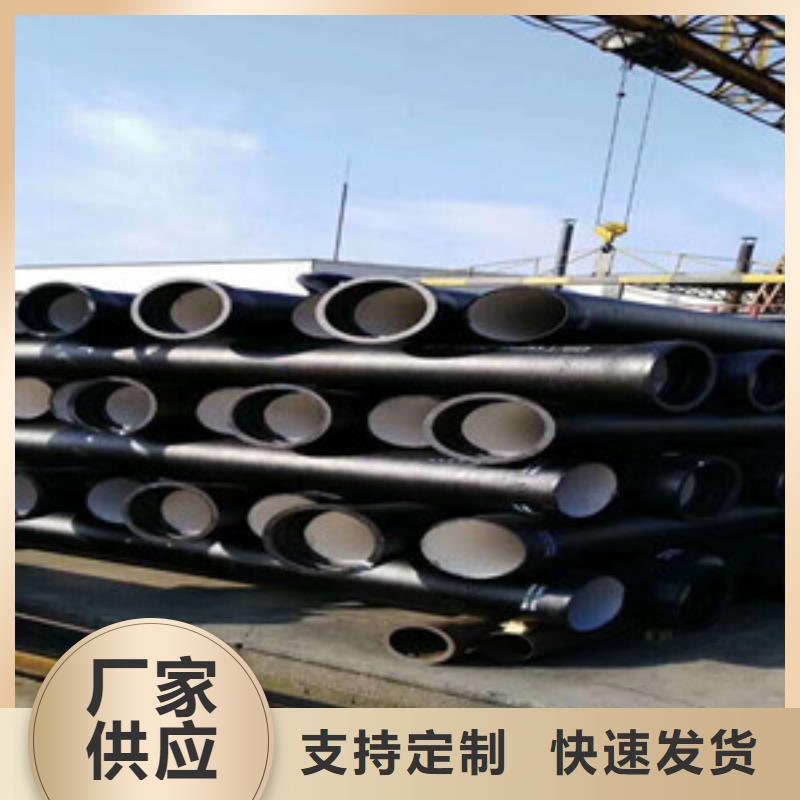
球墨铸铁管抽样检验螺纹接头、螺栓接头和其它接头的组装质量。应符合 标准中的要求,但当要进行气压试脸昧则应检验全部的螺纹、螺栓连接和其它的机械接头。确定管道距离,这个环节主要的岁过长的管子就行截断,并按照施工角度把插口端加工成坡口形状,以利应用。管身测量,通过对管身的测量来确定安装弧度、空缺、转交等形成的直线空距、转角空距、以达到稳固避免位移。 格瑞球墨铸铁管应用于大多数市政应用,如水、卤水、蒸汽等,格瑞球墨铸铁管的耐腐蚀和抗氧化性能优于铸钢。虽然球墨铸铁管具有良好的耐腐蚀性,但是在使用球墨铸铁管时,我们经常会看到球墨铸铁管需要涂上沥青涂料。这种涂层的作用是什么?定位标线。定位标线的目的是为了达到,定管、动管轴心线存在与一条轴距一样的直线上,这个环节是为了保证安装的质量和速度,避免管道胶圈脱落影响质量和进度。 
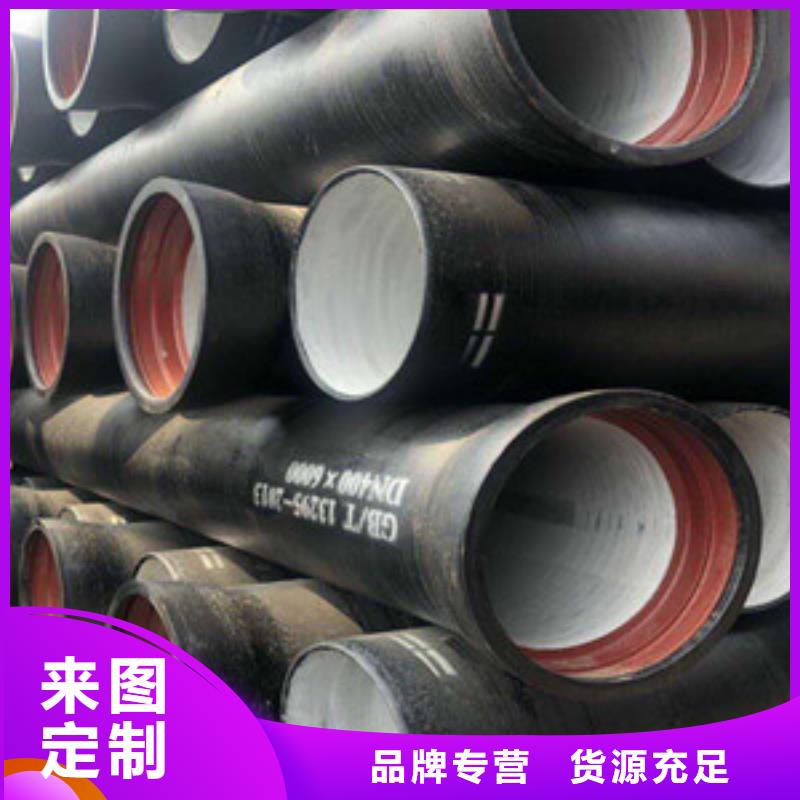
管件规格型号不同、壁厚不同,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。浇注时继续抽负压,浇注过程中模样气化,气化由负压管道排出,铁液凝固后形成铸件。由于模样一次性使用,起初多用于单件生产。球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,因此消失模铸造的浇注温度一般比普通砂型铸造要高。随着该工艺的不断发展和完善,已广泛用于成批生产。
首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口刺进承口悉数到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的间隔一致。过程中,定管、动管轴心线要在一条直线上,否则简单将胶圈顶出,影响设备的质量和速度。管道设备要平,管子之间应成直线,遇有倾斜角时,要当心。将连接管道的接口对准承口,若刺进阻力过大,切勿强行刺进,以防橡胶圈扭曲。橡胶圈润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,敏捷设备。假如你用的管材符合标准,那就看胶圈,球墨铸铁管广泛用于市政给水,排水工程。给水工程如与咱们日子休戚相关的自来水管网工程,排水工程如日子排污,厂区排污。设备机具设备:将准备好的机具设备设备到位,设备时留心不要将已收拾的管子部位再次污染。顶推管子使之刺进承口:在设备时,为了将插口刺进承口内较为省力、顺畅。是不是硬度等级没到达标准,或者说胶圈自身就不符合标准。
