

赤峰冷拔六角管供应商
影响六角管淬火的因素有哪些 1、退火工艺是不是做到要求溫度。不锈钢板热处理工艺一般是采用热处理回火热处理工艺,也就是大家平时说白了的“淬火”,温度范围为1040~1120℃。你也能够根据淬火炉观查孔观查,淬火区的外六角钢管应是白炽灯情况,但没发生变软松驰。 2、淬火氛围。一般全是选用纯氢做为淬火氛围,假如氛围中另一部分是稀有气体得话,纯净度还可以低一点,可是不可以带有太多co2、水蒸气。 3、炉墙密闭性。明亮淬火炉应以封闭式的,与外部气体阻隔;选用氡气作保护气的,只有一个排气管是通的。查验的方式可以用肥皂液抹在淬火炉每个连接头间隙处,看是不是跑气;在其中非常容易跑气的地区是淬火炉进管道的地区和出管道的地区,这个地方的密封环非常容易损坏,要常常查验常常换。 4、保护气工作压力。以防发生微漏,炉内保护气应维持相对的正压力,如果是氡气保护气,一般规定20kBar之上。 5、炉内水蒸气。一方面查验炉墙原材料是不是干躁,次装炉,炉墙原材料需要风干;二是进炉的外六角钢管是不是残余太多水迹,假如管道上边如果有孔得话,别渗水进去,否则就把火炉氛围全毁坏了。


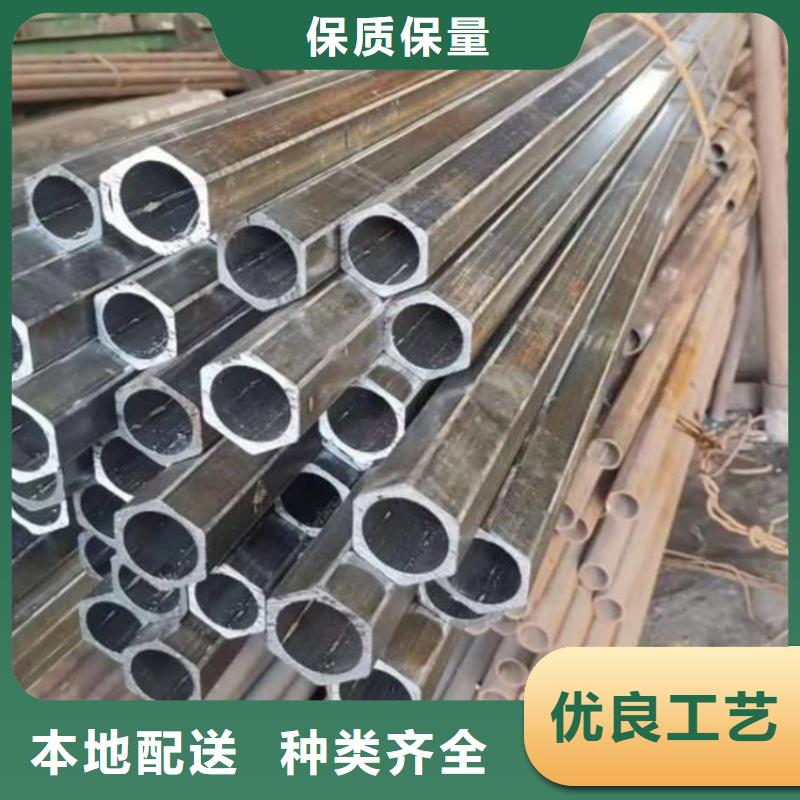
六角管的工艺流程基本上是钢材经过拉拔不仅可获得必要的规格尺寸同时由于加工硬化作用其力学性能也有所提高。六角钢的拉拔工艺流程为:原材料拉拔——退火——酸洗——挂灰——拉拔。必要时还可在拉拔后加校直工序。工艺参数这里主要介绍坯料直径即一次拉拔后六角钢拉拔前的圆钢直径。在液压机上直接压弯的工艺零件折弯后发现以下两方面的缺陷:一是零件偏移。因零件两端为夹角折弯压形时产生定位偏移使零件压形后在圆弧处小两端夹边处大的现象。二是零件两端尖处变形。在这里六角钢厂家,六角钢,临沂凤顺五金工具有限公司提出建议只要做到以下工艺就能够很好的解决上述问题:一是沿折弯浅割口。二是以边定位压弯。三是焊接割口焊缝打光。六角钢拉拔技术方面还是在实践中得来,只要经验多了,工艺技术自然就上去了。
赤峰冷拔六角管供应商 赤峰冷拔六角管供应商
赤峰冷拔六角管供应商
