
产品详细介绍
以下是:5寸镀锌管源头厂家的产品参数
导读 在黑龙江省大庆市采买5寸镀锌管源头厂家到鹏鑫钢铁有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-15106358106,QQ:595117986,地址:《聊城山东聊城经济开发区武夷山路发货到黑龙江省 大庆市 萨尔图区、龙凤区、让胡路区、红岗区、肇州县、肇源县、林甸县》。 黑龙江省,大庆市 大庆是中国的石油石化基地,中国大油田大庆油田所在地;是一座以石油、石化为支柱产业的工业城市,是世界能源城市伙伴组织19个会员城市之一。大庆油田含油面积六千多平方千米,已探明石油地质储量67亿吨。
<大庆>鹏鑫钢铁
大庆5寸镀锌管源头厂家

大庆镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。


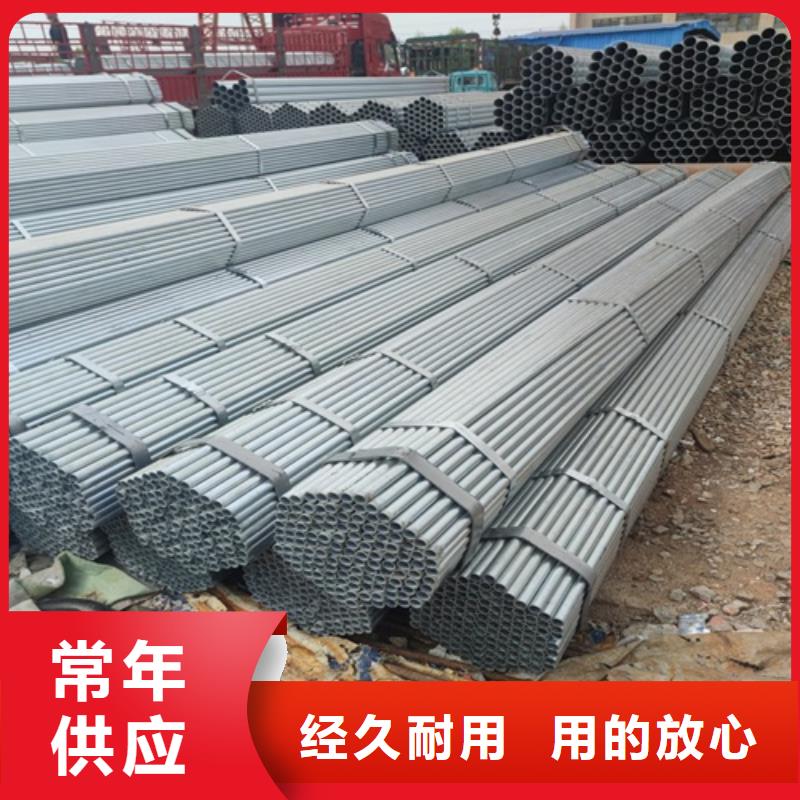
合格大庆镀锌管的镀锌层需得达到以下检测效果 1. 镀锌层的均匀性 钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色). 2. 表面质量 大庆镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和起泡存在,允许有不大的粗糙面和局部锌瘤存在。 3. 镀锌层重量 镀锌层的重量按照一般的需求情况,其可作锌层重量测定,所以镀锌层的平均值应该不小于500g每平方米,其中任何一种试样情况都不得小于480g每平方米。

 大庆5寸镀锌管源头厂家
大庆5寸镀锌管源头厂家
总结 在黑龙江省大庆市采购5寸镀锌管源头厂家请认准鹏鑫钢铁有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-15106358106,QQ:595117986,地址:山东聊城经济开发区武夷山路)。