服务热线:13373770586
联系我们

更新时间:2025-01-03 03:09:01 浏览次数:8 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 195 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |



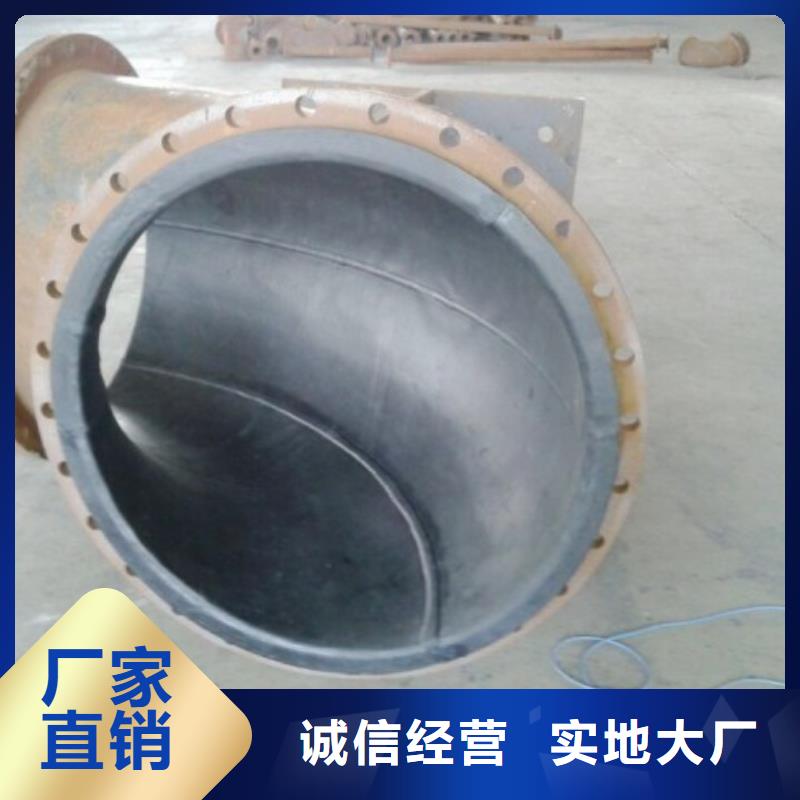


电厂衬胶管道是乙烯、丙烯和丁烯共聚而成的一种烯烃共聚物,它保持了乙烯、丙烯的耐腐蚀型,又具良好的耐热性、耐冲击和电绝缘性能。其使用温度可比聚乙烯高出20-60度。同时耐磨衬胶管道克服了聚乙烯和聚丙烯与金属结合力差的缺点,具有很强粘结力,能与金属牢牢的结合在一起,由于极强的结合力,极大限制了其因冷热变化而引起的收缩和伸长,从而管道和管件不会因收缩和膨胀而产生破坏,确保了设备的长期稳定使用。
耐磨衬胶管道以普通钢管作为钢架材料,以耐磨、防腐、耐热等性能优异的橡胶作为衬里层,将金属特性和橡胶特性合二为一,形成了刚柔相济的管路设备,具有高强度、高耐磨、高防腐和耐高温等性能,因此可广泛用于冶金、矿山、电业、化工等工业排渣、排气等管道系统。
公司专业生产加工:低钙镁衬胶管道、低钙镁衬胶管件产品。另外还生产天然软质衬胶管、天然硬质衬胶管、丁基橡胶管道等。GB5575-85 HGJ229-83 标准在防腐衬里里面描述低钙镁橡胶,钙、镁的含量!
低钙镁橡胶管道介绍 :
1、主要使用在化工离子膜制碱行业。品种分为两类:高温高压硫化和非受压容器的低温常压硫化。
2、适用范围 适用于化工行业离子膜制碱、盐水沉降槽、盐水储缸、二次盐水储缸及管道。
3、产品特性 低钙镁橡胶大优点是把钙镁含量降到低,使其在电解过程中效果佳,无论是受压缸体还是非受压缸体都适宜用此衬胶低钙镁橡胶
4、施工要求 施工中尽量不用热烙,因为铁离子易附在胶体表面。衬胶面要干净、无油污,焊口平滑,贴合时要赶出气泡,搭接层要粘合牢固扎实。 型号 2mm-10mm 产品类型属耐酸碱橡胶。
5、低钙镁橡胶衬里低钙镁橡胶衬里是由天然胶、合成胶及专用配合剂组成,并采用低温常压硫化技术路线制成。
在“七五”期间,我国从日本引进多套离子膜制碱工艺装置,装置中的设备、管道及阀门等需衬低钙、镁橡胶村里防腐,以满足离子膜制碱工艺的要求。低钙镁衬胶管道的价格比其它橡胶管道价格要稍微高一些,这个也要看您的钢管口径大小来定价,还有钢管的数量,要是数量多了肯定给您低价格。


电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。



衬胶管道优点:
1、结构优良:管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的专业硫化设备复合硫化成型,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2、耐磨性能好, 寿命长:磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3、强度高, 抗冲击性高:橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
4、防腐性能卓越:我公司采用的内衬橡胶化学性能非常稳定,能耐绝大多数腐蚀性介质和有机溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料更耐腐蚀。除强氧化性酸液外,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及有机介质(萘溶剂除外),在20℃和80℃的80种有机溶剂中浸滞30天,外表无任何反常现象,其它物理性能也几乎没有变化。
衬胶管道制造工艺简述
(1)根据买方盖章图纸要求的长度切割钢管,切割后进行焊接法兰。
(2)待质检人员检查合格后在二保自动焊接机上进行焊接,焊接时先焊里几遍,然后焊外口,焊缝高度不低于小板厚,焊完后检查无气孔、砂眼、漏焊时,转入喷砂工序。
(3)焊缝检验:按标准抽检。
(4)喷砂时钢管内壁不允许有锈迹,均允一致,以保证衬胶粘接强度要求,达到Sa2.5以上级别,经检验合格后转入脱脂程序。
(5)脱脂后进行钢管、突台刷粘合剂,干燥后再刷涂一遍胶浆。待干燥后两头封好,存放在指定地点待用。
(6)挤出无缝胶管。按产品所需用的胶种切胶、进行混炼、开炼、待放一定时间,按根据胶管的直径及厚度挤出耐磨无缝胶管。
(7)无缝胶管根据管道长度进行裁剪,汽油清洗后打毛,刷涂一层胶浆。待干后棉布盖住待用。如对于管件(如弯管冲击外弧、三通相贯线等)有局部加厚,需根据图纸要求下料加厚胶片,并进行打毛刷胶浆处理。
(8)复合胀管:
将局部加厚(如果有)的胶片贴到图纸指定位置后,将处理好的胶管放入钢管内,选用定制的气囊穿入无缝胶管内的一端,然后气囊通过牵引设备拖动,对胶管与钢管之间完全贴合。往返重复两次后,气囊放气后取出。
(9)上两端封头,用于成形管道端部的直角翻边和水纹线凹凸密封结构。
(10)按照硫化工艺,设定温度、时间、压力进行硫化。
(11)修整。
(12) 三油二布外防腐(根据甲方要求)。
(13)检验:进行外观、电火花、厚度检查。
(14)出厂前应根据订货清单对管道进行分类编号,并明显标识于管道外壁上。


1)在涂每层底漆和粘结剂前:
任何使用了不清洁空气的底漆或粘合剂都应当,然后重新用清洁干燥的空气涂上新的底漆或粘合剂。
2)安装内衬前:
实施任何内衬工艺时都应该测量表面温度,必须保证每日至少3次(早、中、晚各一次)对环境的温、湿度进行检测、记录,如有较大变化或超出规范许可,则应立即暂停施工并立即通知相关施工人员对此进行及时处理,如果表面温度低于露点温度以上3oC,不得进行内衬安装工艺。
3)气囊复合后:
穿插气囊,包覆胶管,内衬生胶管不得有任何污损。
4)安装内衬后:
a、安装内衬后:在衬胶完成以后、硫化工作开始之前,必须对整体的防腐质量进行硫化前的的质量检查,尽可能地避免硫化后的修补工作,应对内衬进行肉眼检查看是否存在缺陷,如皱折、起泡、松驰接合、薄片缺陷、凹陷和爆裂分层等。
b、漏点检测:内衬复合后都应该检查内衬的连续性(是否有针孔和漏洞)。应采用一个电压值设为厚度δ×3000 伏特的高压检漏仪,对发现的不连续点应作出标识、修补和重新测试直到没有漏洞为止。
衬胶管道的种类
耐磨衬胶管道:以弹性橡胶为衬里层,运用“橡胶弹性强、耐磨”的特性,减小输送介质对管壁的磨损,可以用于矿山的原矿、精矿、尾矿矿浆输送管路,燃煤电厂输灰管路,化工系统的带有固体颗粒的液体输送管路。



纵横机械制造有限公司一直追求专业化发展道路,始终秉持“质量保证,客户至上,开拓 创新求发展”的运营方针,通过持续不断改进,用我们的专业化服务帮助 黑龙江绥化衬塑钢管客户创造更高的价值。


