



数控钢筋弯曲中心有着重要的作用,想要了解更多数控钢筋弯曲中心的问题欢迎来电咨询,我们会用的服务来回答您的问题。 机械弯曲成形要求:1.在机械正式操作前,应检查机械各部件,并进行空载试运转正常后,方能正式操作,2.操作时注意力要集中,要熟悉工作盘旋的方向,钢筋放置要和挡架,工作盘旋转方向相配合,不能放反 齐齐哈尔钢筋笼地滚机贴心服务
新型钢筋笼绕筋机的特点:1.钢筋笼绕筋机自动化程度高。采用计算机控制、触摸屏进行操作,旋转速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对传统人工模式,加工效率3至4倍。3.质量稳定。焊点质量可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动调整。7.根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。新型钢筋笼绕筋机操作流程1、变换规格调节滑块位置时,一定要确认螺栓已紧固,以免焊接过程中滑块飞出,造成事故。2、当设备运行出现异常时,应立即停车检查故障原因所在,待故障排除之后重新起车焊接。在维修或调整设备(包括调节行程开关及接近开关位置)应将设备的所有电源全部切断,方可进行调节或维修,严禁在设备带电状态下进行调整。 3、设备通电启动前必须确保所有人员应远离设备(包括环筋的供筋系统,不得跨越环筋),以免发生危险。4、滚焊机在焊接过程中,操作工必须时常注意设备的运行状况,不得远离设备而干其他工作。5、设备必须接地良好,在工作过程当中一旦发现设备漏电, 应立即停车切断所有电源,待故障排除后方可继续工作。6、必须做好设备的维护和保养,这点需注意的事情是平时机械一定要定期的维护和保养。
 jmc
jmc
三、钢筋笼滚焊机的加工特性: 1、加工速度快:正常情况下备料及滚焊有些5人一班,分二班作业,10自个就可以加工出20多个12米长制品的笼子(备料、滚焊、加强筋设备、勘探管设备、导向垫块设备等),作业功率非常高。 2、加工质量安稳牢靠:因为选用的是数控机械化作业,主筋、环绕筋的间隔均匀,钢筋笼直径一起,产品质量彻底到达标准央求。在实践中手工出产钢筋笼时工程监理几乎每天都到加工现场进行检查,而运用机械加工后,监理对机械 化加工的钢筋笼根柢实行了“免检”。 3、 箍筋拉紧不需搭接,较之手作业业节省材料1.5%,降低了施工本钱。 4、 因为主筋在其圆周上分布均匀,多个钢筋笼搭接时很便当,节省了吊装时间。 5、 绕筋机机械化加工钢筋笼,在质量控制方面得到了保证。

为缓解职工劳动效率和施工形象,链条式主筋自动送料机构和自动焊接机械手能够用户选择(不)。为什么不加机械臂?一些灌注桩滚笼机生产厂家为了利益客户去购置,我们不,因为碰焊率低。 本公司是厂家批发钢筋自动滚笼机的生产厂家,生产各种型号规格滚焊机,有1100型,3000型,1800型,2000型,2300型,3000型等型号规格,配置也分标准配置,顶配,低配,所以钢筋自动滚笼机价格都大不一样,具体根据施工工地具体情况不同,需要的钢筋自动滚笼机设备也是不一样的,具体滚笼机价格及需要型号规格情况欢迎拨电话咨询。绕筋机

钢筋带锯床中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品件的工作台,左侧的夹紧装置为夹紧丝杆传过液压夹紧油缸管内孔,转动手轮或按动按钮,使左钳口左右运动。锯梁和传动机构,由厚钢板切割成型焊接而成,具有较强的刚性,其右后侧固定有涡轮箱,箱内的涡轮与锯梁上面的主动轮固结,二者同步旋转,左侧为锯条的回转运动,由主电机、皮带轮、涡轮付经两级变速将驱动穿递到主动轮,再由主动轮、锯条驱动被动轮来实现,锯条运转速度共三档。建贸机械钢筋带锯床性能特点:1.本机采用台湾技术,双立柱结合,保证导向精度,锯削稳定可靠。2.虎钳夹紧,锯切下的工件不会松动,避免压损锯带,保证锯带。3.钢刷清屑,有效清理锯齿间铁屑,延长锯带使用寿命。4.锯床传动机构精密平衡校正,减少振动确保锯带不易断齿,拉齿。绕筋机
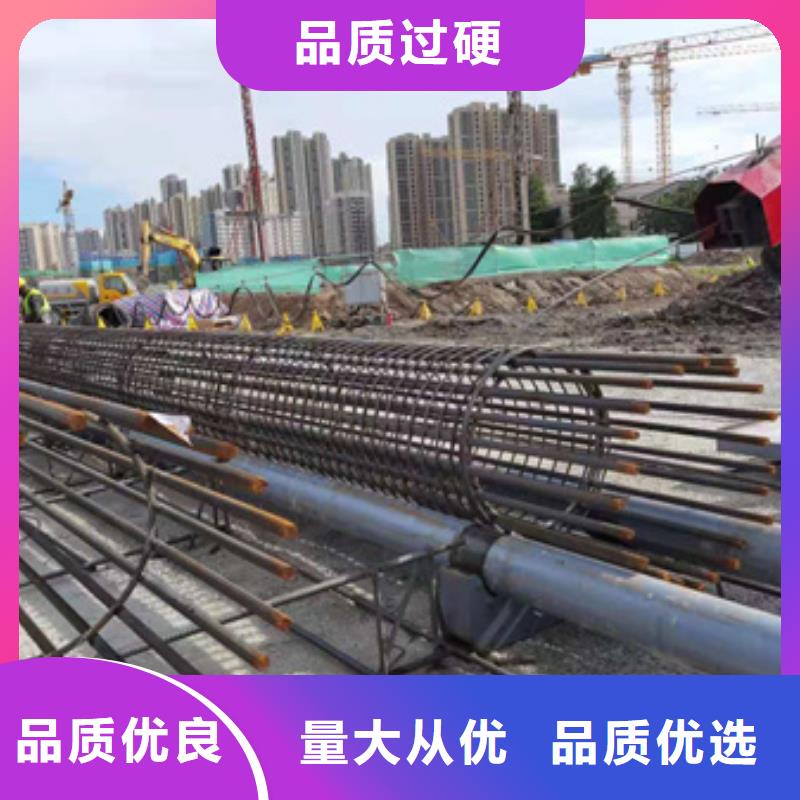
绕筋机性能指标●钢筋笼直径:φ400-2800mm●钢筋笼大长度:12-27m●材料规格:主筋φ12-40mm箍筋φ5-16mm盘筋直接作业●间距范围:50-450mm●焊接方式:手动焊接任选●操作人数:少2人●设备功率:10kwh~23kwh●设备尺寸:总长度63.技术参数◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:0~450mm可任意;◆ 功率:通设备15KW,加重设备20KW;可定做。◆ 滚焊速度根据操作熟练成度从低到高可任意。◆ 盘电机及电机电源电缆采链式保护,确保设备运行。传统以来,在有桩基施工的建筑工程中,桩基所用的钢筋笼一直由人工缠绕绑扎或弯圆后焊接。由人工制作钢筋笼,间距不均匀,松松垮垮,极易变形,影响了工程质量;且需要大量的人力,加工成本也很高。在我国各施工现场,还是以人工加工为主,但钢筋笼的自动成型已成必然发展趋势。(设定各功能区域,选择钢筋笼生产工艺,确定本机位置) 功能应用主机;含机架、底座、铁辊、传动系统等。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。??此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。