



更新时间:2024-11-16 18:26:23 浏览次数:5 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 35000/台 |
| 发货期限 | 3 |
| 供货总量 | 999 |
| 运费说明 | 不含运费 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 长葛 |
| 产品重量 | 4吨 |
| 产品颜色 | 红 |
| 质保时间 | 一年 |
| 外形尺寸 | 4*15米 |
| 适用领域 | 高速高铁 |
| 是否进口 | 否 |
| 产品功率 | 15千瓦 |
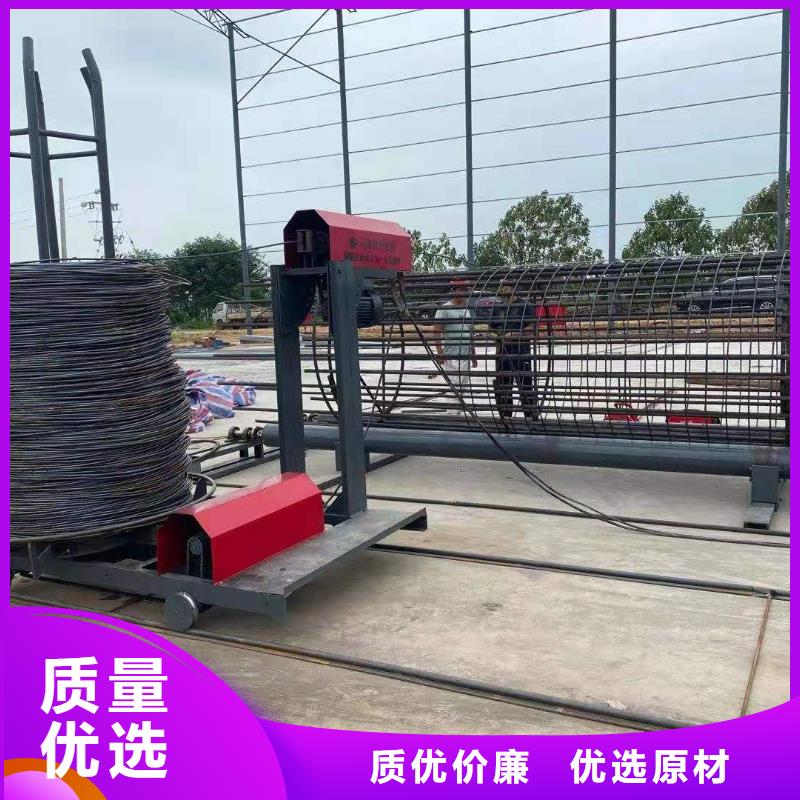

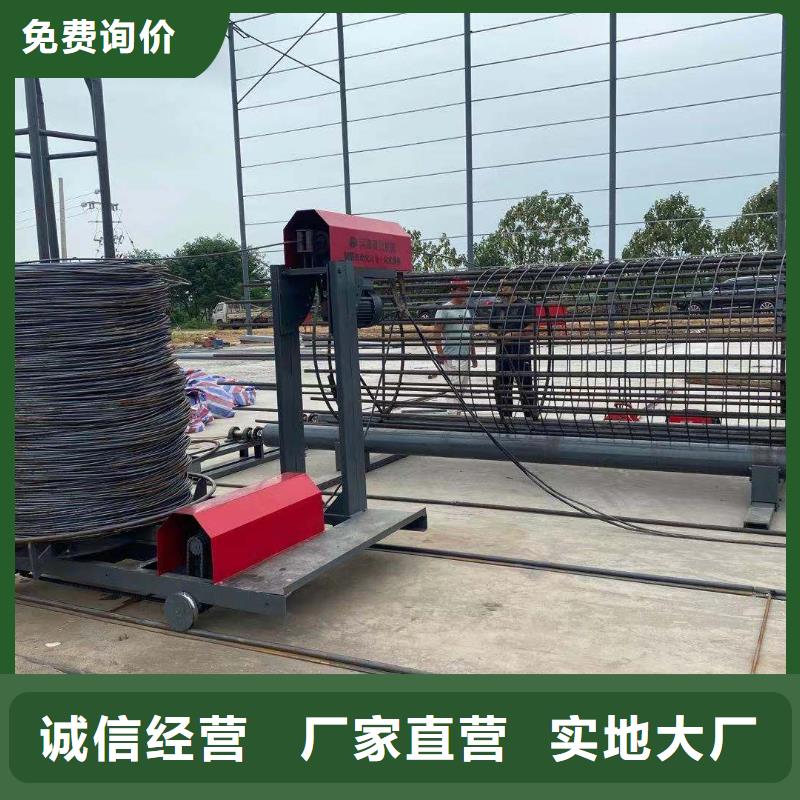

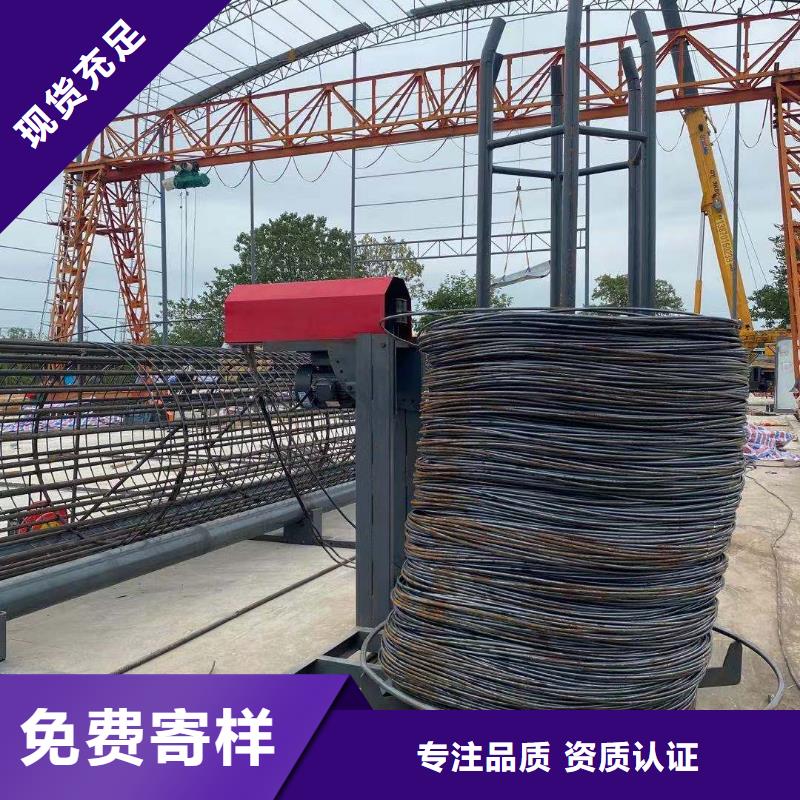

锯切进给采用压力控制,通过调速阀调节,实现无极调速锯切线速度钢筋锯床采用变频器控制,调节控制方便 锯带液压手动张紧 主传动采用大功率减速机,动力强,可靠性高,长时间工作运转采用PLC钢筋锯床可编控制器,工作性能好采用液压驱动滑台式送料,送料方便,快速升降导向采厂商真的很好用用进口线性导轨,运行精度高 可配置自钢筋锯床动排屑装置,实现锯屑自动收集 龙门结构钢筋锯床,刚性好.钢筋笼绕筋机数控通电后的检查:(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。(3)CNC装置的各种参数。包括参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。(4)当数控装置与机床联机通电时,应在接通电源的同时,作好紧急停止按钮的,以备出现紧急情况时随时切断电源。(5)在手动状态下,低速进给各个轴,并且注意观察机床方向和坐标值显示是否正确。
 <盘锦>建贸机械设备有限公司
<盘锦>建贸机械设备有限公司
速度快:待工状态2个可全程生产,正常工况3-6人*可生产10至20多节钢筋笼。2. :机械化作业不受人为因素影响,长时间工作可不变。3. 适合各种主筋箍筋数量,形式,型号,大小,长度的设计要求,不会因为设备功能而影响钢筋笼设计或不能上机生产。4. 转运便捷:组合式设计使拌匀,安装,生产等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的动机作业。5. 功率低:总功率不到15KW,同步工作不到5KW,节能而且不影响总电容的配比。6. 线形式:施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋施焊等全部。7. 采用螺纹连接技术可定位,帮助筋笼分解,安装速度。绕筋机
 #盘锦钢筋笼地滚机#欢迎来电咨询
#盘锦钢筋笼地滚机#欢迎来电咨询
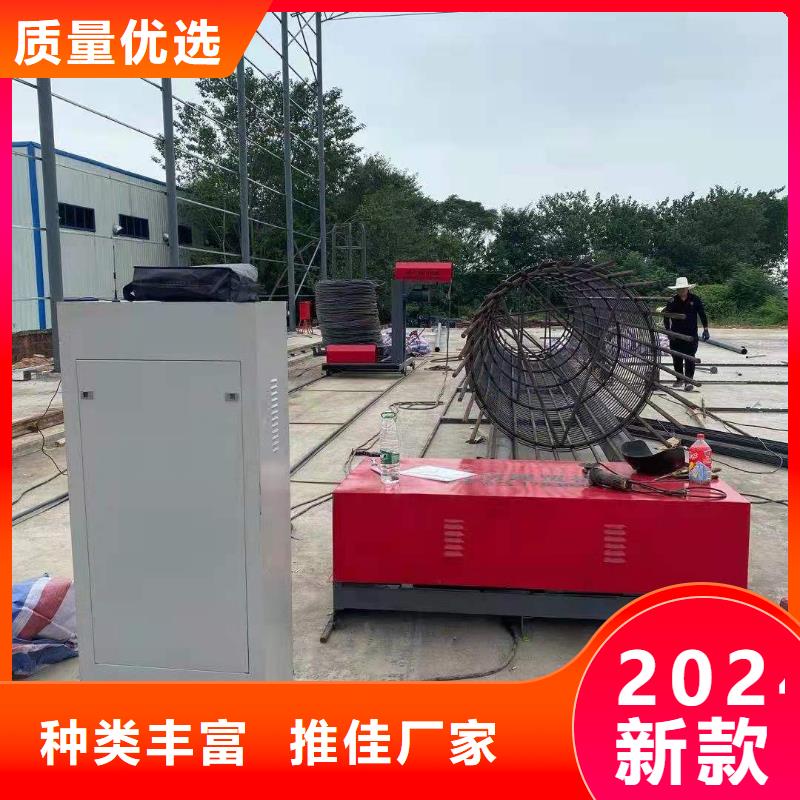
数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、阀坏了或者系统的压力偏低。措施是更换新的的阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。数控钢筋加工设备采用人机亲和度较高智能数控系统,对所需的钢筋按预先设定好的程序进行加工,数控钢筋加工工艺精度高,充分保证了钢筋的定尺、调直、切断、弯箍精度,具备一次弯制合格率较高的特点,能源消耗都将大幅度降低,相应设备流程布局合理,真正实现了省时、省力、省料、省地,有极大的推广应用价值。钢筋自动下料加工工程实例钢筋笼绕筋机钢筋数控自动下料加工施工技术成功地运用到泉州万科城二期项目上,采用钢筋自动下料设备,保证了箍筋精度,大大提高了生产效率,增加了经济和社会效益,完善和提高了钢筋标准化作业水平。

建贸钢筋笼绕筋机的使用代替了原有的手工,为我国桥梁和高铁的加工研发生产提供了极大的好处,为了让你们更加熟悉这种设备,下述就让大家来看看对于它的工作原理和亮点说明。设备操作简单、人性化,单人可作业;主筋间距误差小,能控制在1cm之内;一米之内盘筋间距误差可控制在5mm以内;配备二氧化碳保护焊,耗材损耗量少;可制作双盘筋、双主筋高要求钢筋笼产品;线作业,每班3人即能正常设产钢筋笼;套筒连接及对焊连接的主筋可以直接上设备制作;熟练工人使用设备研发生产,效率高;自动上料,降下来工人劳动强度;单段不超过12米,吊装、运输方便;零部件研发寿命长,备件更换简单快捷;全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。