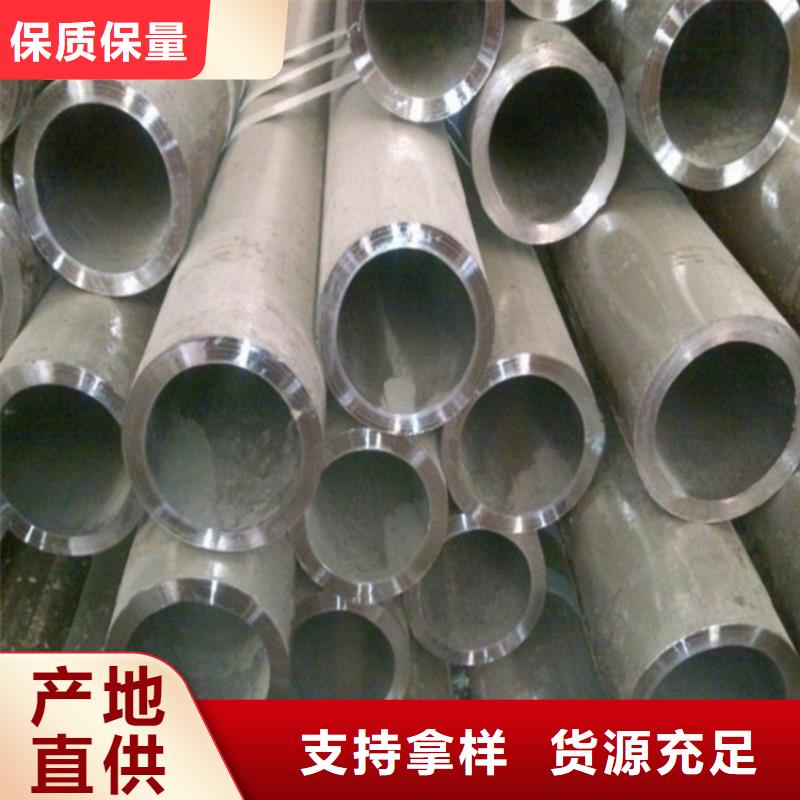


 小口径20#精密管生产流程:管坯通过自动轧管机上继续轧制后经均整机均整壁厚,经定径机定径,达到规格要求…。
通常在二辊式轧机上进行,小口径20#精密管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,此法可生产直径较小的小口径精密管。冷拔光亮20cr精密管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密管内外壁无氧化层,承受高压无泄漏,高精度,高光洁度。
大金钢管制造有限公司
小口径20#精密管生产流程:管坯通过自动轧管机上继续轧制后经均整机均整壁厚,经定径机定径,达到规格要求…。
通常在二辊式轧机上进行,小口径20#精密管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,此法可生产直径较小的小口径精密管。冷拔光亮20cr精密管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密管内外壁无氧化层,承受高压无泄漏,高精度,高光洁度。
大金钢管制造有限公司
 精密管的应用:精密管广泛用于制造结构件和机械零件n2-h2(hnx),n2-co2-h2等。这些混合气体中的成分经过调整能使带钢退火过程中的氧化与还原,脱碳与渗碳速度相等,从而实现板带的无氧化和无脱碳的退火。
欲获得尺寸更小和质量更好的无缝管,采用冷轧,冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。而冷拔通常在0.5~100t的单链式或双链式冷拔机上进行。冷拔精密管的基本生产程序:管料供给,所用管料为热轧成品管或半成品管,挤压管以及焊接管。
大金钢管制造有限公司
精密管的应用:精密管广泛用于制造结构件和机械零件n2-h2(hnx),n2-co2-h2等。这些混合气体中的成分经过调整能使带钢退火过程中的氧化与还原,脱碳与渗碳速度相等,从而实现板带的无氧化和无脱碳的退火。
欲获得尺寸更小和质量更好的无缝管,采用冷轧,冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。而冷拔通常在0.5~100t的单链式或双链式冷拔机上进行。冷拔精密管的基本生产程序:管料供给,所用管料为热轧成品管或半成品管,挤压管以及焊接管。
大金钢管制造有限公司
 热轧精密管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
热轧精密管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。

| 产品参数 | |
|---|---|
| 产品价格 | 4500上下/吨 |
| 发货期限 | 3-7天 |
| 供货总量 | 9899899 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 产品品牌 | 大金钢管制造 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |