


联系我们

过桥护栏薄利多销
更新时间:2024-11-08 06:32:42 浏览次数:2 公司名称:聊城 中泓泰金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 160/米 |
| 发货期限 | 7 |
| 供货总量 | 100000 |
| 运费说明 | 含运费 |
| 最小起订 | 1 |
| 质量等级 | ASS级 |
| 是否厂家 | 是 |
| 产品材质 | 不锈钢 |
| 产品品牌 | 中泓泰 |
| 产品规格 | 168 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 168 |
| 可售卖地 | 全国发货 |
| 产品颜色 | 可选 |
| 质保时间 | 十年 |
| 外形尺寸 | 可定制 |
| 适用领域 | 交通安全 |
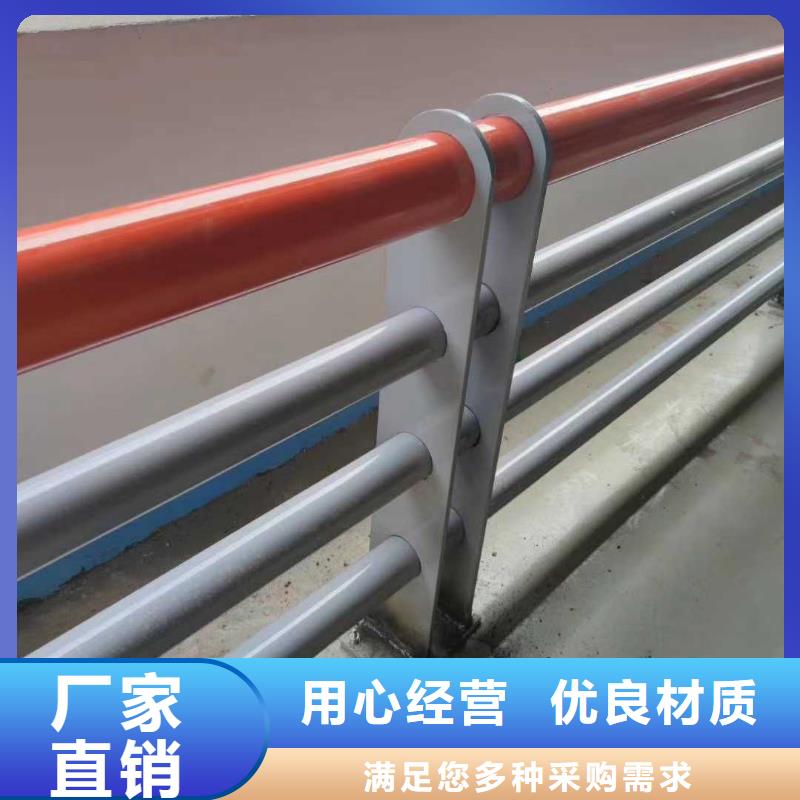





桥梁不锈钢护栏是如何保养的呢? 桥梁不锈钢护栏结构一般分为主杆和立柱,主杆也经常被称为主管,立柱也可以称之为立管,就是用来支撑主管的。 不锈钢护栏立柱是固定于建筑结构上,用于支承扶手及固定玻璃板、金属板、钢杆、钢索或金属的竖向构件,是护栏的主要承受荷载构件。不锈钢护栏广泛应用于建筑物的阳台、楼梯、景观防护、通道隔离防护,桥梁防护等,那么不锈钢护栏是如何保养的呢? 1、在使用除锈清洗药液时,需事先做局部性“试擦”,来确认清洗效果。测试结果若得到满意,再依此方法做性清扫。另外在清洁时不要只清洁污染生锈的部分,周围部分也需要做相应的清洁。 2、使用清洗药液后,必须用清水完全清洗干净,千万不要将药液残留在不锈钢栏杆表面,否则会出现再次生锈的现象。 3、使用抹布、尼龙制海绵、刷子等清扫用具时,必须沿着不锈钢栏杆表面平行的清扫。若做旋转一圈的方式清扫时,不仅污染物不容易,并且会损害栏杆表面的光泽线条,影响美观度。 以上是关于不锈钢护栏是如何保养的全部内容,如果还有什么不懂得地方可以直接与我们的客服沟通,我们竭诚为您服务。 山东中泓泰护栏有限公司是一家专门销售桥梁护栏、道路护栏、灯光护栏、河道护栏、防撞护栏、景观护栏、钢板立柱、不锈钢复合管、不锈钢桥梁护栏、不锈钢灯光护栏、不锈钢河道护栏、不锈钢防撞护栏、不锈钢景观护栏、不绣钢道路护栏并加工安装的大型企业。材料多样,可满足客户不同的需求,本公司拥有整套机械加工设备,各种焊接设备等,能够自行设计,开发各种金属材料和五金产品,能够满足市场各个企业的需求,提供设计、安装、物流配送、售后维护等完善服务,设计和生产制作方面具有极强的生产加工能力及优质的质量保证和完善的售后服务体系,竭诚为用户提供各种护栏加工和技术服务。


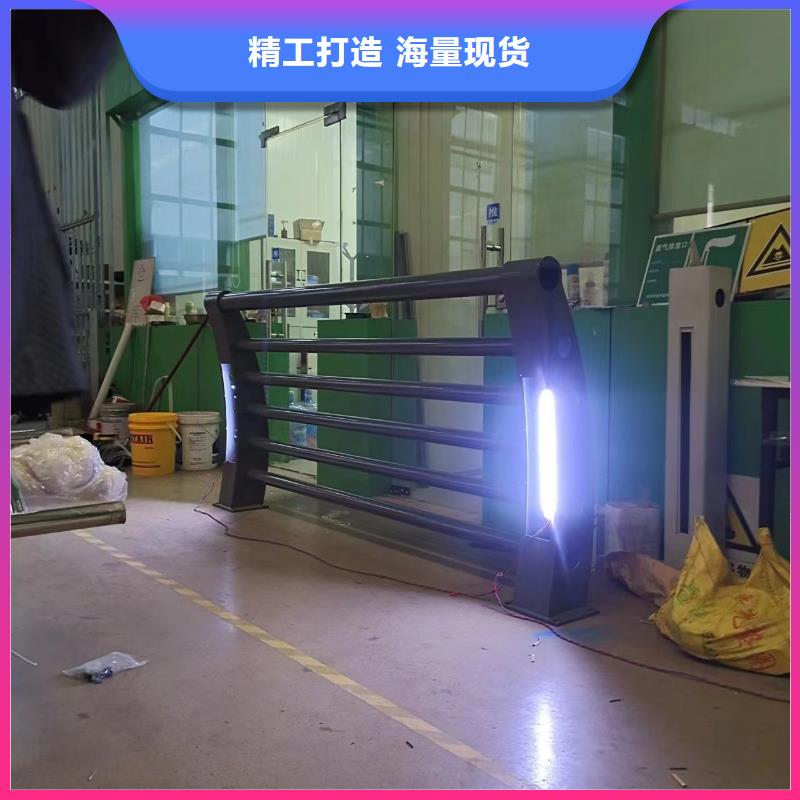
伴随着城市的发展趋向,三门峡公路桥梁也司空见惯,三门峡桥梁景观不锈钢护栏是公路桥梁不可缺少的构成部分,对以往的过路人和车辆都有着不可替代的修理实际效果,具备特别关键的危害。可是许多顾客对三门峡三门峡桥梁不锈钢栏杆的把握只逗留在外观设计上,对组装和施工工艺不了解。今日就来简易分析一下桥梁景观不锈钢护栏组装时要留意的地区。 生产工艺流程:施工准备-施工测量-开料-电焊焊接组装-抛光处理-焊接检测-打磨抛光。 重要建筑施工方式的六大疑难问题: 三门峡 1.工程施工前,应开展当场施工测量,并测算各种各样桥梁景观护栏的长短。 依据各种各样桥梁景观不锈钢护栏的长短精准地开展开料,其构件的开料长短可以偏差为1Mm。 三门峡3.挑选适宜的焊接方法、焊条孔径、电焊焊接电流量、电焊焊接速率等。,并依据焊接方法开展研究和验证。 三门峡 4.脱脂除污解决方法:电焊焊接前查验焊接和拼装空隙是不是符合要求,精准定位电焊焊接是不是坚固,焊接周边不应该有油迹。不然,应挑选三氯代丁二烯、苯、车用汽油、中性洗涤剂或其它化工品用不锈钢线刷清理。必需时,可应用研磨设备开展打磨和打磨抛光,碾磨金属表层后开展电焊焊接。 三门峡 5.电焊焊接时,应应用偏细的不锈钢焊条(焊丝)和较小的点焊电流量。电焊焊接时,连接标准件的焊接应坚固,焊接应圆滑,电焊焊接金属表层的焊波应匀称,无裂纹、电焊焊接恶性肿瘤、电焊焊接瘢痕、烧穿、弧坑和化学纤维出排气口等缺点,电焊焊接地区不可有磁控溅射。 桥梁景观不锈钢护栏电焊焊接组装成功后,对无显著凹痕或突起比较大焊珠的焊接,可直接开展打磨抛光。三门峡可是,针对有凹凸沉渣或大焊珠的焊接,则选用打磨机开展抛光处理,打磨抛光后再开展打磨抛光。打磨后一定要使外观设计光洁,光滑,无显著的焊接印痕三门峡山东中泓泰金属制品有限公司

 过桥护栏薄利多销
过桥护栏薄利多销
不锈钢护栏不锈钢复合管护栏焊接的步骤供大家进行参考: 1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。 2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。不克不及屡次反复烘干,不然药皮易零落。 3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。 4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。 5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。 6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。 7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。参照不锈钢复合管与异种钢的焊条选择规范进行选用,并接纳恰当焊接工艺。 不锈钢复合管焊接的工艺和制作的流程都是比较的严谨的,对于技术的性能要求是比较高的,要按照相关的步骤进行焊接,出现问题的话会发生事故的,特别是用不锈钢复合管做成的桥梁护栏,栏杆,还有用在交通上的设施更是要会发生事故的所以说一定要焊接合格才行!

 <三门峡>中泓泰金属制品有限公司
<三门峡>中泓泰金属制品有限公司

