



更新时间:2024-11-16 11:44:04 浏览次数:8 公司名称: 樊高电气销售部有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 12/件 |
| 发货期限 | 1 |
| 供货总量 | 888888 |
| 运费说明 | 12 |
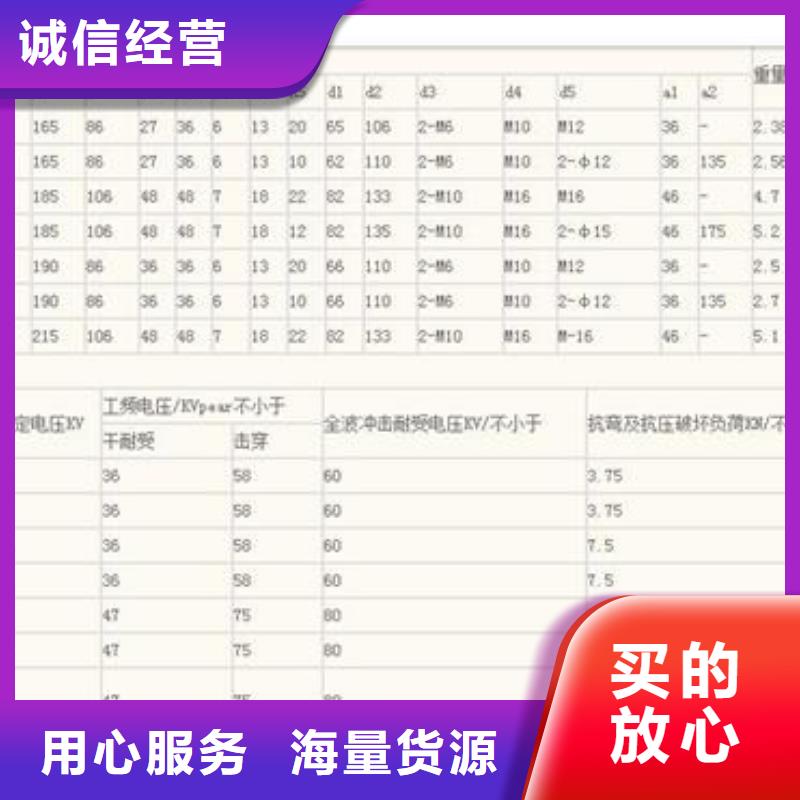
| 绝缘子 | 型号 |
| FZSW4-35/6 | FZSW4-35/6 |






上述两种绝缘子,即针式和盘形绝缘子,是目前广泛应用的线路绝缘子。盘形绝缘子属B型绝缘子(参见第二章第二节,运行中容易产生击穿、损坏现象,钢化玻璃绝缘子此时会自破,而瓷绝缘子不会自破。因而电业部门要花费大量的人力、物力对陶瓷绝缘子进行电气检测和性试验,在经济和供电方面有一定不足之处。因此,随着制造技术的发展,促使出现了线路(实心)柱式绝缘予( line post insulator)和长棒形绝缘子(long rod insulator).它们可以分别代替针式和盘形绝缘子。这两种FXBW4-10/70绝缘子均具有实心绝缘体,属A型绝缘子,因而运行中不必担忧沿绝缘体内部发生击穿,这是它们的一大优点但这样的绝缘子也具有~定的缺点,例如,运行中这两种绝缘子的绝缘体内将承受较大的弯曲和拉伸应力,这对陶瓷和玻璃材料将是不利的。 瓷横担绝缘于(porcelain cross-arm insulator)是同时起到横担和绝缘子作用的一种绝缘结构(见图3 - 25),这种绝缘子在我国是为了节约横担材料(金属、水泥和木材)而发展起来的,它既可以水平安装,电可以立装,因而与盘形绝缘子或长棒形绝缘子相比,它还可以降低杆塔高度,简化杆塔结构。极化与相对介电常数电介质在外加电场的作用下,FXBW4-10/70荷电质点楣应于电场方向产生有限位移的现象称为电介质的极化。极化的结果是电介质与电极板相近的表面出现与电极符号相反的感应电荷(图2-11),因这种电荷不会进入电极而形成臼偶桩子,0自由电荷,田束缚电荷 图2-11偶饺子引起的极化和束缚电荷漏导电流,故也称为束缚电荷。 根据示意图2 11推导电介质相对介电常数,假设平板电容器的平板面积为S,平板间距为d,当两电极板间施加直流电压U后,如果电极间为真空,则极板上积累的电荷量为Qj,其电容量为G。 若极板之间放人电介质,则产生Q 7的束缚电荷,Q7也是极板上相应的增加电荷量,此时电容量为C。 c一鱼乒一e 7导 (2-26) 在式(2 25)、式(2-2
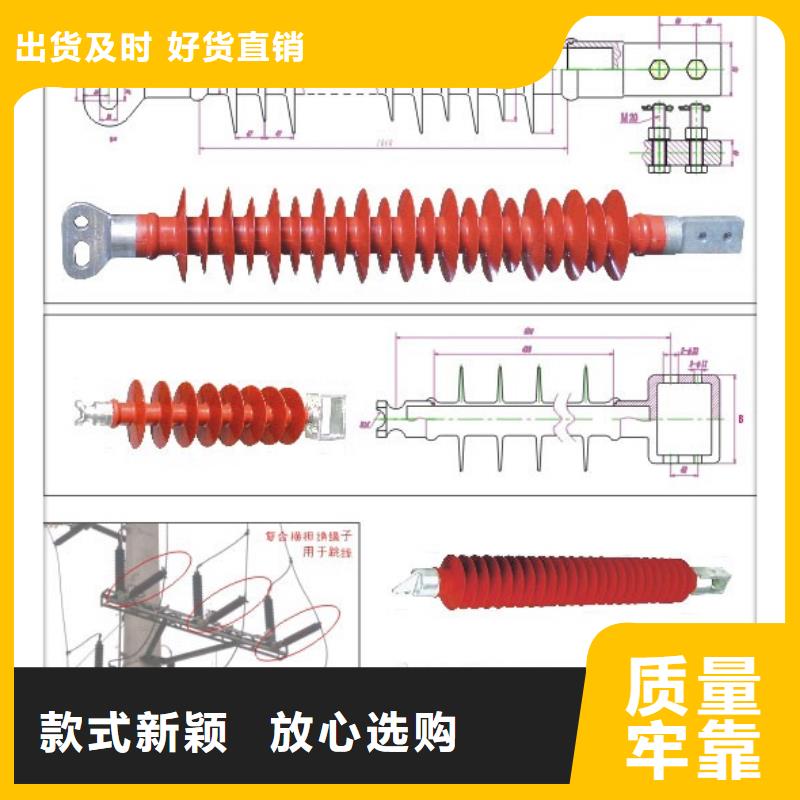
前复合绝缘子有两种 一种是线路复合绝缘子 另外一种是铁路复合绝缘子而其中又分为线式和柱式两种绝缘子有三部分组成 金具 橡胶 和玻璃芯棒 生产过程根据图纸 选择材料,准备过程主要有这么几步(1)金具打磨 就是在金具和芯棒的接触部分 还有三者包括橡胶的接触部分 进行打磨 这个根据了解 一般都是手工打磨 用砂纸等工具(2)玻璃芯棒打磨 这个有机器专门工具 但是芯棒的两头 需要手工打磨 一般情况下 金具的口径要小于芯棒的直径(3)压接,因为现在基本都是整体成型技术 ,金具和芯棒组合 ,用压接机压接,这个过程有严格的数据,不能过大,过大就能把芯棒压裂,也不能过小,过小的话在成型后 产品检验无法通过 ,拉伸力和扭曲力 不达标。(4)橡胶准备,需要一个橡胶压缩机来回压缩,使其变软,变的均匀,备用机器准备,和芯棒准备,这个过程有两部分(1) 机器预热,根据图纸要求,设置参数,包括温度 压力 还有硅橡胶的 多少(2)烘烤芯棒,这个过程很重要,主要是胶水的涂抹,一般主流胶水是1401 ,涂抹均匀,包括金具的头,然后放烘箱烘烤,温度能到200摄氏度。注塑过程(1)机器模具 一定要打硅油,但是一定要干燥,千万不能过多,一般是棉布和竹签(2)把芯棒放入模具,关闭,注塑橡胶,成型,这个过程比较复杂,看不见,关键是排气,手动进胶,没法具体表达成型的橡胶 出机,然后进行后续工作,这个过程也比较繁琐,一是检查成品粘接情况,修理飞边等等悬式棒形复合绝缘子湿闪污闪电压高。有机复合材料低能表面的憎水性是复合绝缘子优异耐湿污性能的主要原因。在大雾、小雨、露、溶雪、溶冰等恶劣气象条件下,复合绝缘子表面形成分离的水珠而不是连续的水膜,污层电导很低,因此泄露电流也很小,不易发生强烈的局部电弧,局部电弧也难以进一步发展导致外绝缘闪络。运行一段时间,复合绝缘子表面积污后,憎水性可以迁移到污层表面的特性为硅橡胶材料所独有,在相同污秽度下,其污闪电压可以达到相同泄露距离绝缘子的两倍以上。普通棒形悬式复合绝缘子的等效直径远小于普通悬式瓷绝缘子及支柱绝缘子,这也是其耐污性能优异的重要原因。在不利条件下,憎水性可能因电气、环境等应力的影响而下降或丧失,但其等效直径不会变粗,所以污闪电压仍将保持较高的水平。(3)运行维护方便。有机外绝缘优异的耐污性能提高了电力系统运行的可靠性,在污秽地区无须象瓷及玻璃绝缘子一一体的规模型企业,公司技术力量雄厚,设备配套完善,产品型号多样,随着公司的不断发展,产品设计科学、制作精良、造型美观,是现代电网建设的理想的配套产品,其中户内(外)真空断路器,隔离开关,负荷开关,氧化锌避雷器,熔断器,穿墙套管,绝缘子,电流互感器,高压电力计量箱等一系列高低压电气产品畅销全国各地我们以“科技兴业,质量创牌,诚经营,优良服务”的企业宗旨;一直致力于追求卓越的民族电气工业,为广大新老用户提供优质的产品和良好的服务而不懈努力,您的满意始终是我们追求的目标,真诚欢迎新老朋友惠顾,共创美好未来。
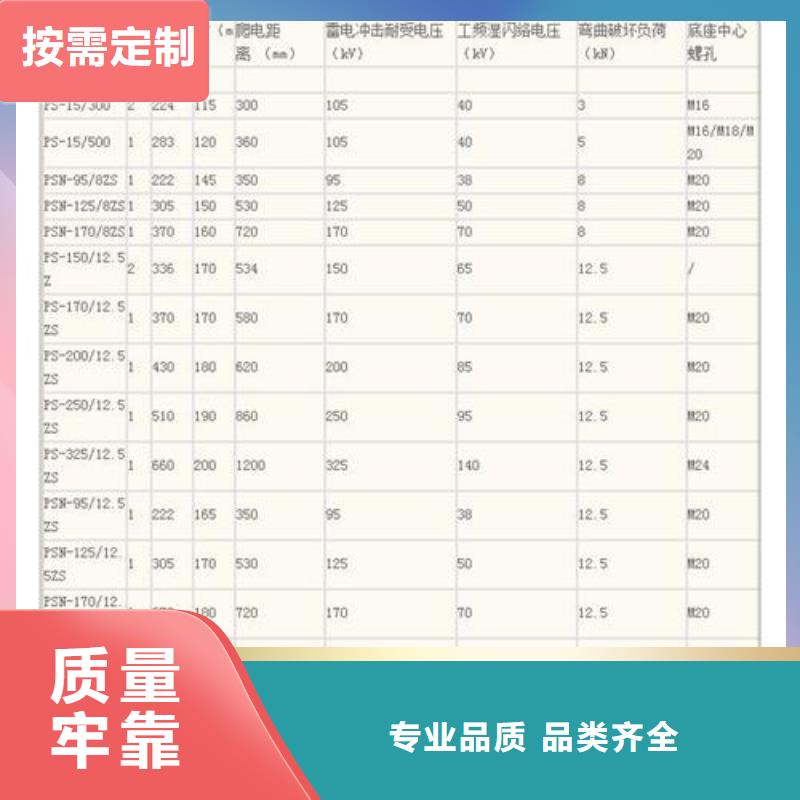
高压绝缘子的设计一般包括电气设计、机械设计和热性能设计。 一。 绝缘子的伞棱形状 是电气设计的一部分。绝缘件表面伞状或裙状突出部分,具有遮挡风雨、提高淋雨条件下耐受(或闪络)电压的作用。盘形悬式绝缘子的盘形部分(伞盘)等统称为伞(盘)。 伞和棱统称为伞棱。 伞和棱的设计与爬电距离的设计有关。爬电距离是高压绝缘子的重要特性之一。因为在大多数情况下,特别是在污秽地区,输电线路上绝缘子串的片数是按工作电压下不发生污闪的要求而确定的,而爬电距离是决定污闪电压的重要因素之一,也决定了杆塔上绝缘子串的片数。如何选择呢?按工作电压作用下所需的单位爬电距离,初步决定绝缘子片数,然后按操作过电压及耐雷水平的要求做验算和调整。也即爬电距离越大,可能所需的绝缘子片数的的越少。 在电力系统的实际运行中由绝缘子问题造成的事故占较大比例,特别是污闪事故危害更大。据立木息咨询发布的《中国绝缘子避雷器市场预测与投资战略报告(2018版)》显示:近年来,我国绝缘子避雷器行业企业坚持科技创新,实现了新产品产值持续 快速的增长。截止 2016 年,行业内主要企业新产品产值达到 45.22 亿元,2012 年至 2016 年期间复合增速为 15.79%。 大跨越、特高压为特点,从而带动对百万伏等级输变电系列用绝缘子避雷器的需求。为满足市场需要,2012 年至 2016 年行业内主要企业陆续完成了一批具有先进水平的特高压工程用产品,并获得鉴定。 随着我国电网向更高高压发展,全国跨地域特高压联网工程的推进,将提高对绝缘子产品性能的要求。可靠性高、性价比优势更加明显的绝缘子将成为未来行业内重点发展的产品硅橡胶绝缘子一般指主要由伞盘(伞裙或 护套)、芯棒及金属端头三部分组成的复合绝缘子, 其中伞盘由热硫化硅橡胶制造,芯棒采用环氧树脂 经特殊工艺制成。同传统的陶瓷或玻璃串比较,具 有许多优点,主要表现在:1.质量轻、强度高。 乐清樊高电气有限公司,是一家专业从事高低压电器领域的产品研发、生产、销售和服务为一体的规模型企业,公司技术力量雄厚,设备配套完善,产品型号多样,随着公司的不断发展,产品设计科学、制作精良、造型美观,是现代电网建设的理想的配套产品,其中户内(外)真空断路器,隔离开关,负荷开关,氧化锌避雷器,熔断器,穿墙套管,绝缘子,电流互感器,高压电力计量箱等一系列高低压电气产品畅销全国各地我们以“科技兴业,质量创牌,诚经营,优良服务”的企业宗旨;一直致力于追求卓越的民族电气工业,为广大新老用户提供优质的产品和良好的服务而不懈努力,您的满意始终是我们追求的目标,真诚欢迎新老朋友惠顾,共创美好未来。
绝缘子不应该由于环境和电负荷条件发生变化导致的各种机电应力而失效,否则绝缘子就不会产生重大的作用,就会损害整条线路的使用和运行寿命。 材料选择制造复合绝缘子的芯棒材料,主要是玻璃纤维增强型树脂引拨棒或不饱和聚脂粘合的玻璃纤维棒,一般要求芯棒的抗张强度大于300kN. 真空断路器,隔离开关,负荷开关,氧化锌避雷器,熔断器,穿墙套管,绝缘子,电流互感器,高压电力计量箱等一系列高低压电气产品畅销全国各地我们以“科技兴业,质量创牌,诚经营,优良服务”的企业宗旨;一直致力于追求卓越的民族电气工业,为广大新老用户提供优质的产品和良好的服务而不懈努力,您的满意始终是我们追求的目标,真诚欢迎新老朋友惠顾,共创美好未来。 伞裙和护套一般采用相同的材料,由耐大气腐蚀、耐漏电起痕的聚合物材料或环氧树脂制作。聚合物材料通常是在E PM(乙丙烯共聚物), EPDM(乙丙橡胶)、硅橡胶、EVA(乙烯基醋酸醋)等原料中,添加适量的ATH(三水合氧化铝),紫外线吸收剂、增塑剂等配方而成。聚合物材料具有高分子结构,表面能低,憎水性强,上要求耐漏电起痕和蚀损的能力为4.5~6kV/6h。 目前,德、美、法等复合绝缘子生产国都倾向于采用硅橡胶和EPDM橡胶。其中,由于硅橡胶耐老化性能优于其他聚合物材料,被认为是有机复合绝缘子制造的 材料。而EPDM橡胶虽老化性能不如硅橡胶,但其价格低廉,通常用作制造户内及配电线路用的复合绝缘子。 复合绝缘子端部金属附件一般由可锻铸铁、球墨铸铁或镀锌的锻钢及合金材料制作,根据机械性能的要求进行不同选择,基本类同瓷绝缘子,尚未出现其它替代材料。复合绝缘子的制造工艺,按模制伞裙与粘结方法的不同,目前主要分为 三种方法: ①单伞裙的套装工艺; ②多伞裙的整体模压工艺。 ③单个伞裙或若干伞裙的连续式高温、高压注射成形工艺, 这三种工艺在国外均有使用。单个伞裙逐个的套装粘结方法,工艺并不复杂,但工艺流程多,工艺条件要求甚高。在芯棒与护套,护套与伞裙,伞裙与伞裙及芯棒与附件的粘结过程中,需要进行真空处理,防止遗留气泡在界面造成电气破坏。但粘结工艺现场人工操作程序多,常因工人在处理橡胶时掉渣,甚至汗水等人为因素影响,造成粘结不良,胶装质量不能完全保证,工作效率低。使用粘接剂单个粘结,还会造成绝缘子增长。国外有关试验证明,增长量超过2%,就易导致伞裙材料开裂。尤其在有高电压,或较大泄漏电流甚至阳光中紫外线的照射时,即使增长量为1.5%或更小,都会发生这样的事故。工业化的机械化程度高。但也不能避免这类问题,这种工艺已面临逐步被淘汰的可能。