
更新时间:2024-11-16 09:52:26 浏览次数:2 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 66000/台 |
| 发货期限 | 24h |
| 供货总量 | 99 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢材 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMW2-32 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMW2-32 |
| 可售卖地 | 全国 |
| 产品颜色 | 红色 |
| 质保时间 | 一年 |
| 品牌 | 河南建贸 |
| 产品名称 | 数控钢筋弯曲中心 |
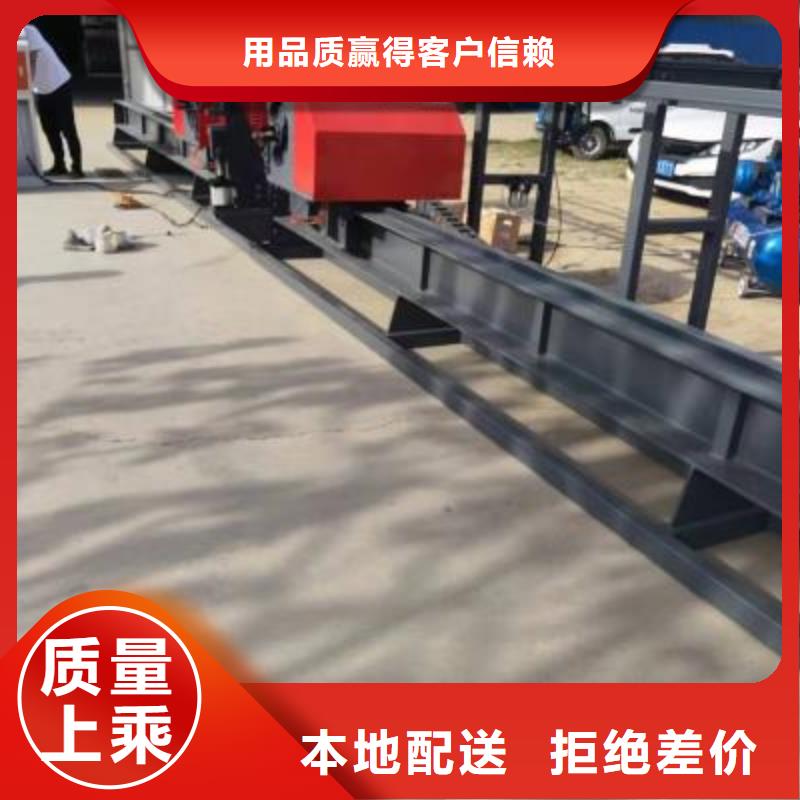



数控钢筋弯曲中心介绍设备的使用优势,现在机械化的时候用贱替代了人的劳动力,钢筋弯曲中心的使用有什么优势呢?下面我数控钢筋弯曲中心来给大家讲述一下,一起来了解一下吧11、该设备有两个独立弯曲中心能同时或独立正反弯曲各种形状箍筋大大提益及工作速度降低人工及成本2、弯曲主机 采用日本原版技术和机械原理,数控钢筋弯曲中心介绍该设备结构设计合理,弯曲力量大,角度调节方便,准确。3、自动移动系统,采用伺服电机驱动和齿轮齿条传动,误差小,反应快。4、电控系统采用PLC可编程控制,可实现故障自动识别、图形编辑、技术等功能。5、是钢筋加工场实现标准化施工的必选利器。技术参数:钢筋直径12—32mm,二级和三级螺纹钢均可达32mm,弯曲方向。
外形尺寸12000X2180X1560(mm)整机一体化的结构,转运方便,无需固定,全机械传动式结构,噪音小,维修方便,机电一体化设计,控制模块先进,机头移动机构内置于箱体内的集成化设计,结构紧凑,工作面呈垂直状,上料、下料操作方便,容易测量工件尺寸;设备具有测试功能,实现弯曲钢筋时无废料产生;可实现双向自动弯曲钢筋,弯曲钢筋大直径为? 32。
●整机一体化的结构,转运方便,安装调试快捷;
●刹车锁紧机构采用8个气动进行刹车,稳定性高,确保成型精度;
●控制系统采用高性能进口PLC和高清触摸屏,操作便捷,反应灵敏;●弯曲模具与弯曲轴套采用特殊钢材并热处理,耐磨性高,使用寿命长久;
●行走轨道采用高精度齿轮齿条传动,定齿更准确噪音小;
●一次性弯曲多根钢筋,生产效率高;
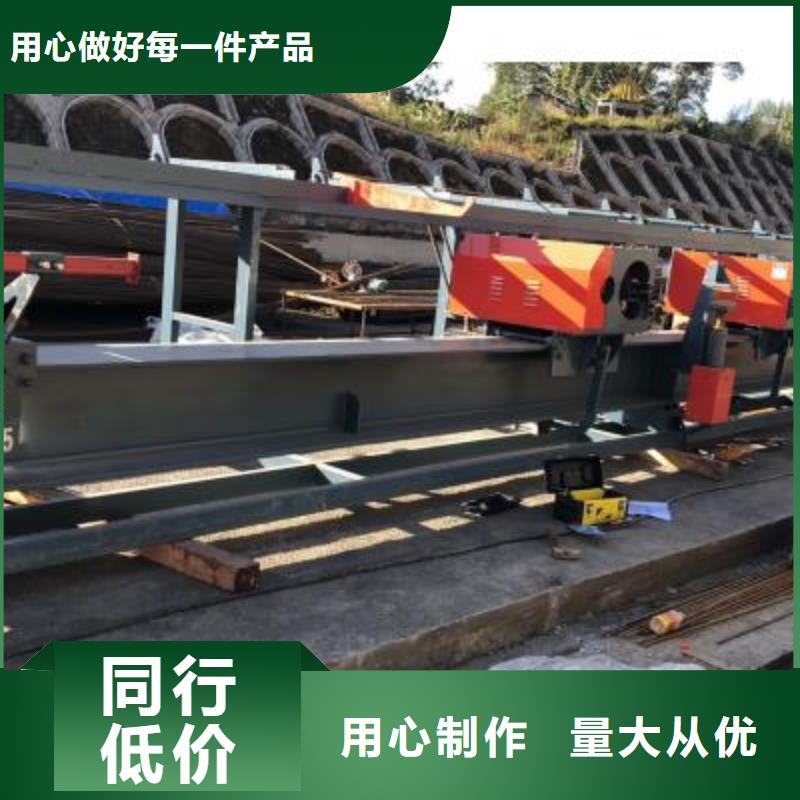
●滚动式上料平台,可承载大量原材料,上下料方便省力;
●屏幕图形经编辑下载后,自动显示原材料的下料长度,便于操作人员操
作;
●生产效率高,平均每日加工量6800根;
●双独立机头,工作更,自由定尺,细节 改造;
●在伺服电机系统和变频系统的配合下可将5级以下的钢筋瞬间弯曲

性能优势:
1、设备有两个独立弯曲中心,能同时或独立正反弯曲各种形状箍筋,大大提高生产效率, 缩短作业时间,降低人工及成本;2、高端品牌伺服控制,弯曲精度高,弯曲主机结构设计合理,弯曲力量大,角度调节方便准确;3、自动移动系统,采用伺服电机驱动和链轮链条传动,误差小,反应快; 4、电控系统采用PLC可编程控制,可实现故障自动识别、图形编辑等功能; 5、多根钢筋一次性成型,生产效率高;是钢筋加工场实现标准化施工的必选利器; 6、一体化设计,吊装、运输方便。
数控钢筋弯曲中心操作方法:
1、通电开机:开机前首先要观察设备的各部分外观是否正常,紧固螺栓是否松动,机头牵引链条是否胀紧等;打开空压机储气罐和设备储气罐的排水阀,检查灌内积水是否排空;接通设备电源开关,操作台上的“电源指示”灯点亮,旋转操作台上的“钥匙开关”,给设备加电,启动空压机使设备储气罐中的空气压力达到0.5~0.6Mp,检查设备上连接的气管是否有漏气的地方。

弯曲机
一;钢筋弯曲机是采用的一体化设计,具有强度的轨道设计,使用期限比较长,操作起来也很简单,能够循环的弯曲多个角度的上料架。 二:数控钢筋弯曲机的弯曲主轴是伺服控制的,所以弯曲精度也是采用的伺服电机带动的,设备定尺精度比较,工作效率也比较。 三:数控钢筋弯曲机的小齿轮和大齿轮合作减速,大齿轮也是带动弯曲盘面旋转的,且弯曲盘面上也有中心轴孔和弯曲轴孔,用起来比较方便。 数控钢筋弯曲机在设计时是采用的伺服系统,因此使用起来比较方便,操纵也很简单,比较经久耐用,很多朋友不了解数控钢筋弯曲中心的选择要点,下面给大家分析下: 一点:在选择数控钢筋弯曲机的时候,首先要注意下弯曲机使用的电机功率是多少,有的厂家会降低电机的功率,这样在工作时就会降低效率。 二点:选择数控钢筋弯曲中心,还要主要下弯曲中心的弯曲夹紧装置,弯曲中心的夹紧装置能够确保钢筋的向前移动,保证成形的精度。 三点:大家还要注意下,数控钢筋弯曲中心的自动穿线装置,这个装置能够提弯曲中心的加工效率,在生产时不会耽误生产精度。
 本溪数控钢筋弯曲中心品牌厂家
<本溪>建贸机械设备有限公司
本溪数控钢筋弯曲中心品牌厂家
<本溪>建贸机械设备有限公司
全自动数控钢筋弯曲中心为了克服钢板剪切后翘曲严重的问题,将两台剪板机剪刃倾角减小到1.50,这样剪切力至少加大一倍。与上述标准机架上方有两根窄横梁不同,本次设计我们将承受全部剪切负荷的机架上方横梁合并为一根。为不增加或尽量少增加主液压缸直径,两个主液压缸被布置于机架上横梁偏于喂料入口一侧,即在工作台正上方一侧。这与液压剪板机的主液压缸均卷板机置于机架上方两根窄横梁之间是不同的。这样液压缸推力作用线就移到喂料一侧,即剪切位置处于后偏心轴与液压缸推力作用线之间。主液压缸与上刀刃或下刀刃等零部件的相对位置。故两主液压缸总推力比剪切力小许多。主液压缸直径可以不增加或少增加,从而保证主液压缸与液压系统都有相对较低的造价。
二机头数控钢筋弯曲中心价格


