
产品详细介绍
以下是:桥梁护栏【不锈钢复合管护栏】种类丰富的产品参数
导读 桥梁护栏【不锈钢复合管护栏】种类丰富_华尔新材料科技有限公司,固定电话:15376839990,移动电话:0635-8577267,联系人:房健,QQ:214854242,凤凰工业园发货到安徽省 亳州市 谯城区、涡阳县、蒙城县、利辛县 发货到 安徽省亳州市。 安徽省,亳州市 亳州市,古称亳,别称谯城,安徽省辖地级市,位于安徽省西北部,地处华北平原南端,皖豫鲁苏四省交接处,位于东经115°53′~116°49′、北纬32°51′~35°05′,北依河南省商丘市,西与周口市鹿邑县接壤,西南部与阜阳市毗连,东部与淮北市、蚌埠市相倚,东南部与淮南市为邻,为皖、豫两省交界,地貌呈东南、西北向斜长形,南北长约150公里,东西宽约90公里,全市行政区域面积8374平方公里。截至2022年末,亳州市常住人口为496.0万人。
桥梁护栏【不锈钢复合管护栏】种类丰富的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:桥梁护栏【不锈钢复合管护栏】种类丰富的图文介绍


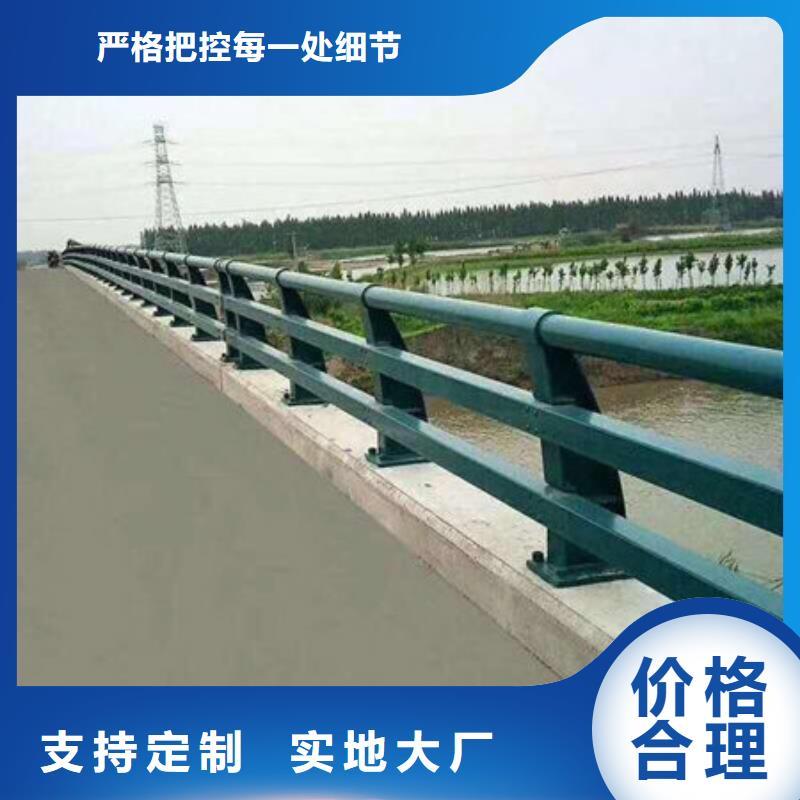
不锈钢复合管护栏是铝合金护栏无法代替的
自20世纪60年代中期废物焚化技能展开以来,废物焚化炉一贯遭到管子寿数的困扰,假如仅用CrMo低合金钢作管子,不采纳任何保护方法,管子的运用寿数不到6个月。奥氏体不锈钢和镍基合金具有良好的耐蚀性,可是用它作过热器,锅炉水或许会引起应力腐蚀裂纹的风险。因此选用不锈钢复合管作焚烧炉过热器较志向,其外层基管可选用具有耐焚烧高温以及耐腐蚀气氛的材料,如Sanicro65合金(21%Cr、8.5%Mo、Ni基),而内层材料可选用具有耐应力腐蚀裂纹的碳钢或铬钼钢。由这两种材料进行匹配并用冶金结合方法制成的不锈钢复合管具有焚化炉过热器的运用要求,并且它还具有较低的热膨胀系数,工作时的热应力较低,具有较高的导热系数,使焚化炉过热器的热效率较高,这是以往开发的防护方法所不及的。因此,欧洲、美国等自1971年装置先进台不锈钢复合管焚烧炉过热器和水冷壁用管以来,已运用了200万m不锈钢复合管(1985-1987年报道数据),并已有超越10年的实际运用成绩。
自20世纪60年代中期废物焚化技能展开以来,废物焚化炉一贯遭到管子寿数的困扰,假如仅用CrMo低合金钢作管子,不采纳任何保护方法,管子的运用寿数不到6个月。奥氏体不锈钢和镍基合金具有良好的耐蚀性,可是用它作过热器,锅炉水或许会引起应力腐蚀裂纹的风险。因此选用不锈钢复合管作焚烧炉过热器较志向,其外层基管可选用具有耐焚烧高温以及耐腐蚀气氛的材料,如Sanicro65合金(21%Cr、8.5%Mo、Ni基),而内层材料可选用具有耐应力腐蚀裂纹的碳钢或铬钼钢。由这两种材料进行匹配并用冶金结合方法制成的不锈钢复合管具有焚化炉过热器的运用要求,并且它还具有较低的热膨胀系数,工作时的热应力较低,具有较高的导热系数,使焚化炉过热器的热效率较高,这是以往开发的防护方法所不及的。因此,欧洲、美国等自1971年装置先进台不锈钢复合管焚烧炉过热器和水冷壁用管以来,已运用了200万m不锈钢复合管(1985-1987年报道数据),并已有超越10年的实际运用成绩。



华尔新材料科技有限公司是集研发、生产、销售【安徽亳州河道护栏】于一体的厂家。现公司占地面积2万余平方米,建筑面积达5万平方米,拥有国际先进的生产设备,企业通过质量管理体系认证。 坚持以【安徽亳州河道护栏】市场需求为导向、客户满意为目标,精心设计,专注于工艺细节控制。


细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。



不锈钢复合管护栏的不锈钢复合管为什么经常会发生变形
不锈钢复合管焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,不锈钢复合管通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前, 的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着 次和第二次世界大战开战,不锈钢复合管对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。
不锈钢复合管的压力是比较大的,而且它不容易变形,色泽又是比较光亮的,对于不锈钢复合管的各种的耐磨性能比较好,各种的应用都是比较广泛的。不锈钢复合管虽然是比较坚固,也是比较耐用,但是它在使用中还是出现了很多的问题的,比较常见的就是不锈钢复合管变形,在护栏和护栏上是能看出来的,常见的不锈钢变形是一个比较重要的问题,也是影响使用和形象的一个比较重要的因素之一。
这样的一些折线,往往会贯穿,整个不锈钢复合管的纵向。而在不锈钢复合管的纵向被贯穿,在进行折叠的时候,就会出现开裂的情况。甚至有一些不锈钢复合管,在折叠之后,就直接断掉了。
不锈钢复合管焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,不锈钢复合管通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前, 的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着 次和第二次世界大战开战,不锈钢复合管对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。
不锈钢复合管的压力是比较大的,而且它不容易变形,色泽又是比较光亮的,对于不锈钢复合管的各种的耐磨性能比较好,各种的应用都是比较广泛的。不锈钢复合管虽然是比较坚固,也是比较耐用,但是它在使用中还是出现了很多的问题的,比较常见的就是不锈钢复合管变形,在护栏和护栏上是能看出来的,常见的不锈钢变形是一个比较重要的问题,也是影响使用和形象的一个比较重要的因素之一。
这样的一些折线,往往会贯穿,整个不锈钢复合管的纵向。而在不锈钢复合管的纵向被贯穿,在进行折叠的时候,就会出现开裂的情况。甚至有一些不锈钢复合管,在折叠之后,就直接断掉了。

总结 今年在安徽省亳州市购买桥梁护栏【不锈钢复合管护栏】种类丰富有了新选择,华尔新材料科技有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的桥梁护栏【不锈钢复合管护栏】种类丰富产品。如需购买或咨询,请随时联系我们,联系人:房健-15376839990,QQ:214854242,地址:凤凰工业园。