


产品详细介绍
以下是:小口径珩磨管的产品参数
导读 小口径珩磨管,九冶管业有限公司为您提供小口径珩磨管的资讯,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园发货到云南省 昭通市 昭阳区、鲁甸县、巧家县、大关县、永善县、绥江县、镇雄县、彝良县、威信县、水富市。 云南省,昭通市 昭通市,别称秋城、鹤城,云南省辖地级市,位于云南省东北部,地处云、贵、川三结合部的乌蒙山区腹地,金沙江下游沿岸,坐落在四川盆地向云贵高原抬升的过渡地带,东侧紧邻贵州省毕节市,南侧紧邻云南曲靖市以及昆明市,西侧紧邻四川凉山彝族自治州以金沙江为界相邻,北侧紧邻四川宜宾市和泸州市以金沙江为界相邻,面积2.3万平方千米,昭阳中心城区建成区面积达62平方千米。截至2022年,昭通市辖1个区、9个县,代管1个县级市,市政府驻昭阳区,是一个集“山区、革命老区、民族散杂区”为一体的市。截至2022年末,昭通市常住人口494.9万人。
云南昭通市小口径珩磨管 <昭通>九冶管业有限公司
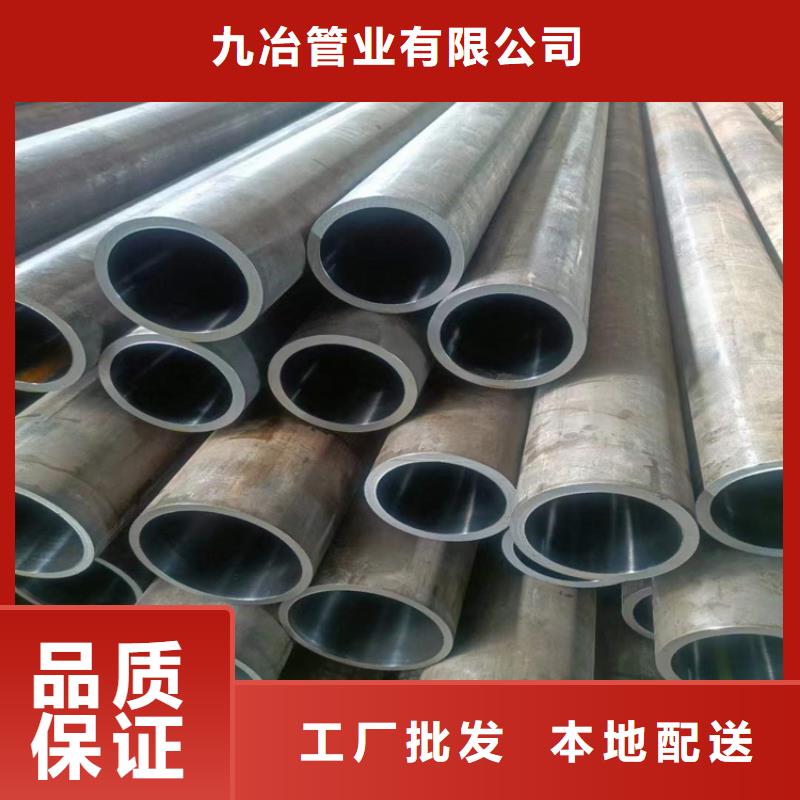
绗磨管加工工艺原理绗磨管的加工是采用滚压加工,珩磨管钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。


 <昭通>九冶管业有限公司
<昭通>九冶管业有限公司
珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖

总结选购小口径珩磨管来云南省昭通市找九冶管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:[开发区丁快工业园]。