







铸铁闸门闸板是直接承受水压力的挡水构件, 闸框是闸板四周的支承构件, 同时也是闸板上下运动的滑道, 滑道以外部分镶嵌于闸墩及闸底的二期混凝土中, 将闸板所承受的水压力均匀地传递到闸墩及闸室底部。闸框迎水面四周与闸板框四周背水面接触处经机械精制、 加工刨光后平直光滑、 贴合严密, 使结合面、 止水面与运动滑道合三为一。在启闭机作用下, 当闸门启闭运行时, 紧闭斜铁和闸框滑道确保闸门的纵横运行轨迹, 在水压力和紧闭斜铁的双重作用下, 确保闸板运行平稳 , 使闸板与闸框滑道紧密贴合, 从而达到有效止水的目的。
铸铁闸门的概念:闸门是用于关闭和开放泄(放)水通道的控制设施,水工建筑物的重要组成部分,可用以拦截水流、控制水位、调节流量、排放泥沙和漂浮物等。其主要组成部分有主体活动部分,用于封闭或开放孔口,亦称门叶;还有埋固部分和启闭部。
1﹑闸门的设计﹑制造﹑安装﹑检验验收等符合DL/T5019-94标准的规定。2﹑形式:洞口式闸门
3﹑结构:设备主要由手电两用启闭机﹑螺杆﹑门框﹑门体﹑止水橡胶﹑吊耳及销轴等部件组成。密封性能良好,久用磨损后可通过螺旋来更换密封装置保持正常工作。具有结构合理﹑密封性好﹑安装﹑调试﹑使用﹑维护方便﹑性能可靠等特点。闸门的门板﹑门框系采用不锈钢,适用于污水腐蚀环境。
4﹑工作场所:室外 5﹑安装形式:洞口式

进行铸铁闸门形式选择时,需要根据闸门工作性质、设置位置、运行条件闸孔跨度、启闭力和工程造价等,结合闸门的特点,参照已有的运行实践经验,通过技术经济比较确定。其中平面闸门和弧形闸门是常采用的门形。大、中型露顶式和潜没式的工作闸门大多采用弧形闸门,高水头深孔工作闸门尤为常用弧形闸门。当用作事故闸门和检修闸门时,大多采用平面闸门。工作闸门前常设置检修闸门和事故闸门。对高水头泄水工作闸门由于经常作动水操作或局部开启,应设法减少闸门振动和空蚀现象,改善闸门水力条件,按不同的部件考虑动力的影响,并对门体的刚度和动力特征进行分析研究。对门叶和埋件的制造、安装精度都应严格控制,当门槽边界流态复杂或体形特殊时,除需参考已有运行的成功试验,还应通过水工模型试验解决可能发生的振动、空蚀问题,以选定合适的门槽体形。
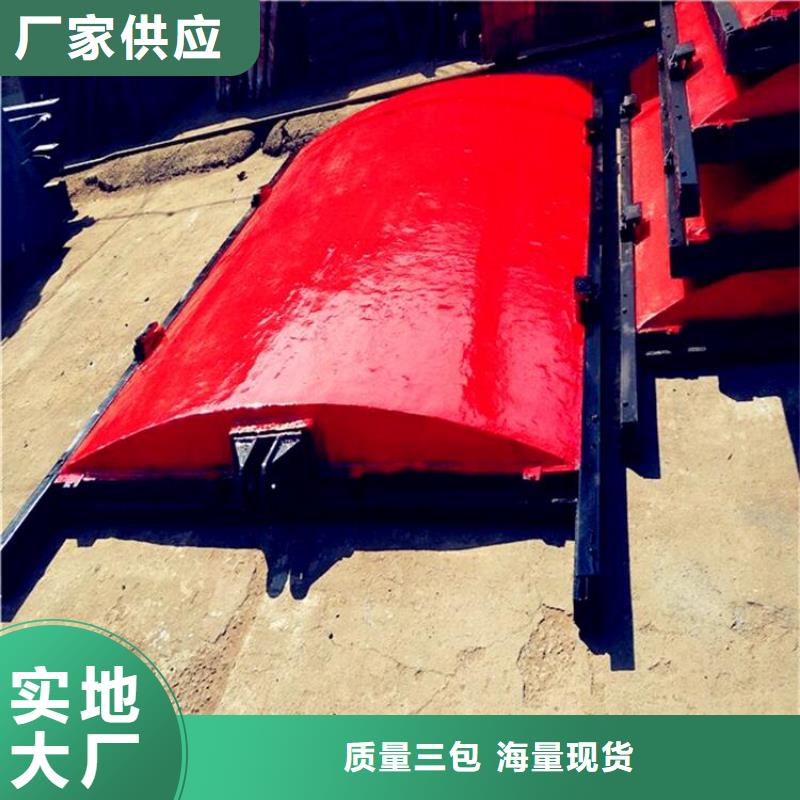
主要由闸框、闸板、吊座及紧闭斜铁等零部件组成。为克服以往钢门易锈蚀的缺点,闸框、闸板全采用铸铁组成,其中闸框又由上横梁、下横梁、左直梁、右直梁组成。为了制造、运输、安装方便,闸板一般根据其大小或高度情况由上下几部分拼装组成。 闸门按闸板形状的不同,分为PZ平板和PGZ拱形两大类。具体选用可根据闸孔尺寸、承压水头、启闭型式、闸门自重等方面加以综合比较确定。 闸门按闸板结构的组合不同,分为整体式和组装式两大类。小规格的闸门一般制成整体式,但机械运输条件较差的施工安装点的闸门亦可制成组装式,以便于人工运输。中等规格以上的闸门一般均可制成组装式。

PZ、PGZ型铸铁闸门、铸铁镶铜闸门、不锈钢闸门、插板闸门、拍门(潮门)、堰门、钢结构闸门(弧形闸门、平面滑动闸门、平面定轮闸门),规格有:0.2×0.2-10×10米,其中有双向止水闸门、反向止水闸门、深水闸门等。铸铁闸门广泛应用于市政建设,水产养殖,水利水电,给水排水,农业和水利等项目,门结构合理,易于安装,易于操作和管理,它具有很强的抗腐蚀能力和良好的止水效果。铸铁闸门由于具有良好的止水效果,抗腐蚀能力强,维护成本低,在水利工程中得到广泛应用,其规格齐全,可满足各种中小型液压结构的需求。铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要求安装否则因板面受力方向不对,引起板面断裂,遇反向受压时一定要在订货时说明,防止发生重大事故。在订货时要提供孔口尺寸,水头,高度和结构形式,闸板面一般为正向(迎水面)受压,如需反向受压,订货时需说明,止水一般是后止水(背水面),需前止水时,订货时应说明,使用时必须按操作规程操作。经常检查闸门板与闸槽是否卡涩,及时将卡涩物,保证位置置中,使设备正常运行。铸铁闸门承压性能强+平直光滑+贴合严密+耐磨性持久使用寿命长,防腐能力好。
铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
