服务热线:15206598805
联系我们

更新时间:2024-11-15 17:56:39 浏览次数:3 公司名称:聊城 鹏瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议最低 |
| 最小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |




 优质的给水DN350球墨铸铁管全国统一价
<迪庆>鹏瑞管业有限公司
优质的给水DN350球墨铸铁管全国统一价
<迪庆>鹏瑞管业有限公司
球墨铸铁管的公称口径为80~2200毫米,与灰口铸铁管相比,强度大、韧性好、管壁薄、金属用量少、能承受较高的压力,有效长度有5米,6米及8米;按壁厚不同分P、G两级。是铸铁管材的发展方向。山东鹏瑞球墨铸铁管公司主要销售出产各种规格球墨铸铁管,我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。产品荣获 “银牌”奖和“主要产品规格是DN80-DN1400 ,用户满足产品”称号;本公司系列产品1999年获山东省产品称号,2000年被评为冶金产品质量金杯奖,并在技术监视局组织的同行业产品用户调查中,荣获铸管行业品牌称号。离心球墨铸铁管的抗拉强度及耐压性能与钢管相当,相比灰铸铁管其延伸率大大提高,具有良好的韧型;不仅克服了灰铁管易断裂的缺点,而且也避免了钢管在较大的压力下易变型的不良现象。

离心球墨铸铁管的抗拉强度及耐压性能与钢管相当,相比灰铸铁管其延伸率大大提高,具有良好的韧型;不仅克服了灰铁管易断裂的缺点,而且也避免了钢管在较大的压力下易变型的不良现象。这样,离心球墨铸铁管在抗震能力上效果显著,使用年限也显著延长,长达50—70年.离心球墨铸铁管已经取代普通铸铁管,目前多数见到在市政工程和在安装工程,供水、输气等管道。离心球墨铸铁管是用离心铸造工艺的一种管材,材质为球墨铸铁。它被广泛应用于冶金、矿山、水利、石油和城市公用化建设的各种管道工程,可输送水、燃气等多种流体介质。它具有铁的本质,钢的性能,强度高、韧性好、耐腐蚀,是传统铸铁管和普通钢管的更新换代产品。另外,离心球墨铸铁管直线性好、表面光洁、尺寸准确、壁厚均匀、机械性能好、涂层粘附牢固,采用T型承插式柔性接口,胶圈密封,安装方便。


球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。
<迪庆>鹏瑞管业有限公司球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。
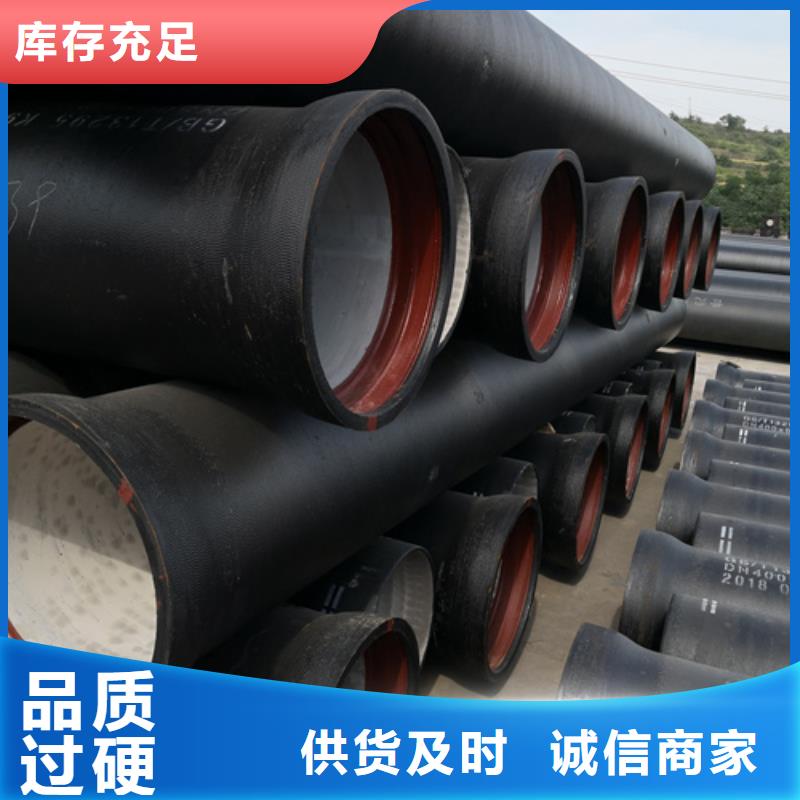
球铁管兼有普通灰铁管的耐腐蚀性和钢管的强度及韧性,其重量比同口径的灰铁管轻1/3——1/2,更接近钢管,但其耐腐蚀性却比钢管高出几倍甚至十几倍,因此在各种环境下,球铁管都不必做特殊防腐处理。鹏瑞球墨铸铁管的强度足以承受复杂的外部负荷,包括路面负荷,这一点是灰铁管、水泥管、玻璃管和塑料管等管材远所不及的。经过修磨的水泥内衬,粗糙度系数很低,对流体阻力小,这一点又完全可以与玻璃管和塑料管相媲美。球墨铸铁管厂生产工艺先进,检验设备完善;集中频炉、离心铸管机、退火炉等高科设备于一体,年可供应DN80-DN1400的离心球墨铸铁管及配套管件20万吨。产品严格按照ISO2531国际标准组织生产和检验,确保每根铸管均具有良好的机械性能合较长的使用寿命;公司先后通过ISO9001质量管理体系认证,ISO14001环境管理体系,管理体系认证,形成了完善的管理体系。