15106358106




更新时间:2024-11-18 17:42:53 浏览次数:4 公司名称:聊城 鹏鑫钢铁有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 100000吨 |
| 运费说明 | 电议 |
| 最小起订 | 0 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | Q345 Q235等 |
| 产品品牌 | 鹏鑫 |
| 产品规格 | 齐全 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品颜色 | 原色 |
| 适用领域 | 机械等 |
| 是否进口 | 否 |




<临汾>鹏鑫钢铁
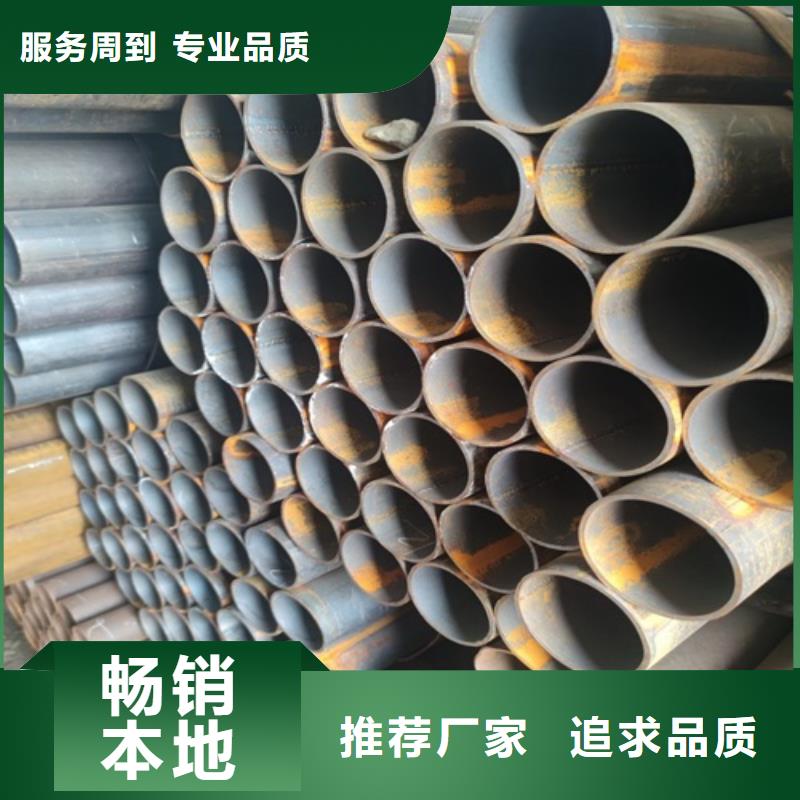
临汾6分焊管零售

Q235B焊管使用的注意事项都有哪些: 1、焊管使用前的施工准备焊管管道沟应挖好,管道井砌砖结束,需求的各类类型焊管到位,所需求的各类各样的东西,包含电焊机、切割机、电锤、磨光机等准备完全,只要做好一系列的准备工作才能开始安装; 2、对于焊管的装置使用,都有着严厉的技能要求,要依照实践环境进行,一起也要依照操作规程,确保和质量。在泛泛的使用过程中,焊管需求留意以下几点:焊管的装置焊管依照图纸规划进行管道定位,依照现场环境预制管道支架,然后依照规划和现场进行下料,然后用磨光机磨坡口,再进行焊接; 3、使用质量要求、焊管焊缝处不得焊接支管,弯曲处防止有焊缝。笔直装置的立管每米误差应小于3毫米,水装的误差应小于1毫米。焊管要求焊缝平直,焊缝饱满,焊口概略无烧穿、裂纹; 4、同时,选择焊管保温材料时还应将该材料的利用寿命考虑此中,避免因利用时间短而频繁拆装的麻烦。选择合适的蒸汽管道保温材料能够减少热量损失,节约材料,便利安装和拆卸。



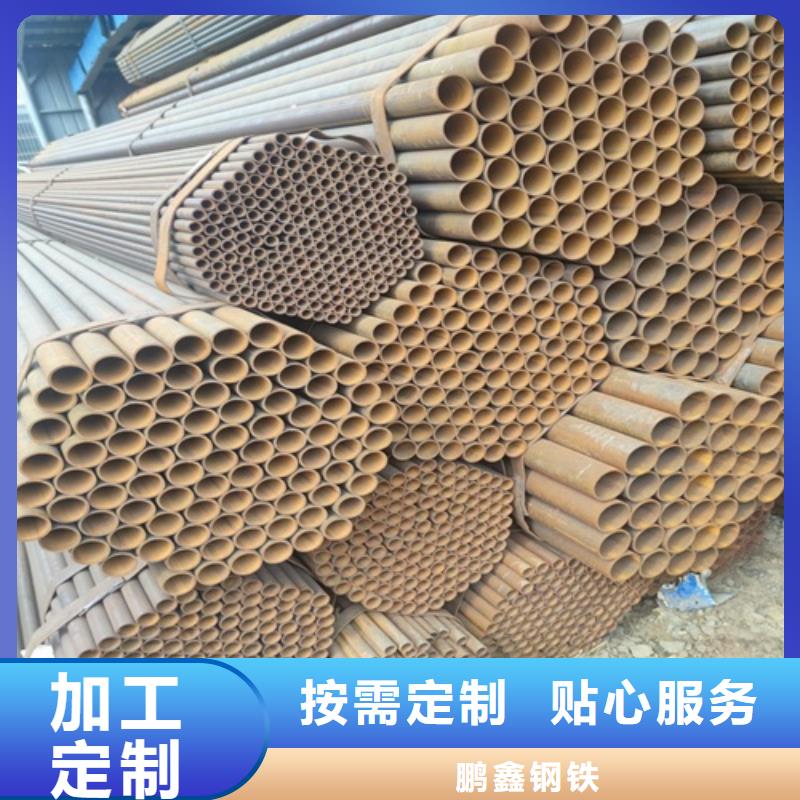
小口径焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。 小口径焊管生产工艺 (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 (9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。 (13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。 (14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
临汾6分焊管零售
 <临汾>鹏鑫钢铁
<临汾>鹏鑫钢铁