

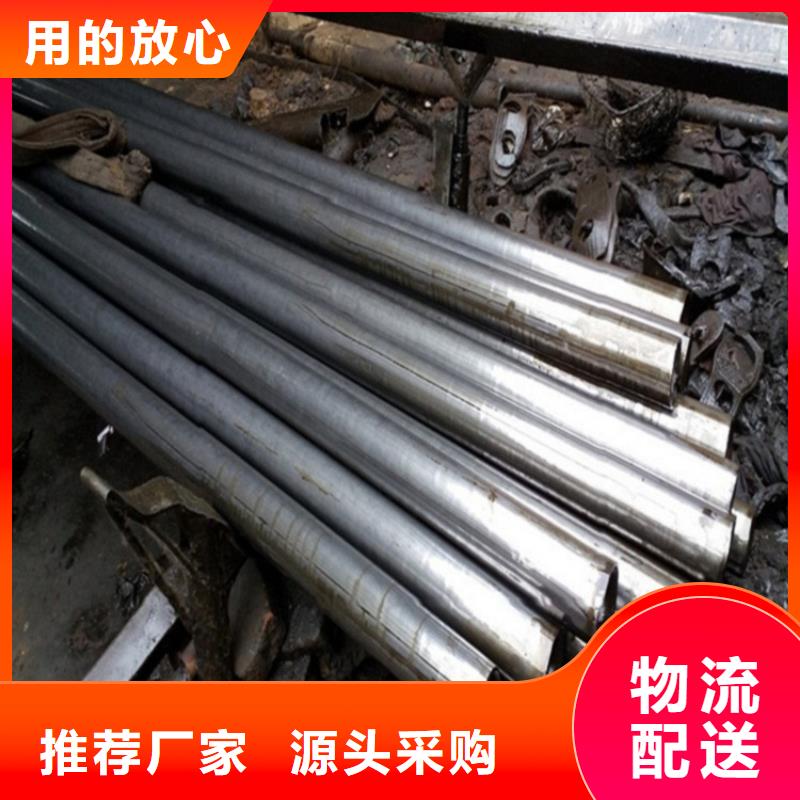

周口精密钢管在热处理工艺中淬火工序造成的废品率往往较高,这主要是在淬火过程中,同时形成较大 的热应力与组织应力,此外,由于周口精密钢管内在的冶金缺陷、选材不当,错料、设计上的结构工艺 性差、冷、热加工过程中形成的缺陷等因素,均容易在淬火、回火工艺中暴露出来,因此对零部件 淬火、回火后的缺陷必须进行系统的分析与调查。 淬火变形与淬火裂纹 在实际生产中,应该根 据淬火变形与淬火裂纹的形成原因采取有效的措施。周口精密管热处理尽管做到均匀加热及正 确加热:工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对 不许淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆 环等易变形零件,可设计特定淬火夹具,。这些措施既有利于加热均匀,又有利于冷却均匀。工件 在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在高温塑形状态因自重而变形。对 细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面 温差,使加热均匀。因此对大型锻模、高速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变 形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防 止变形、开裂的关键。
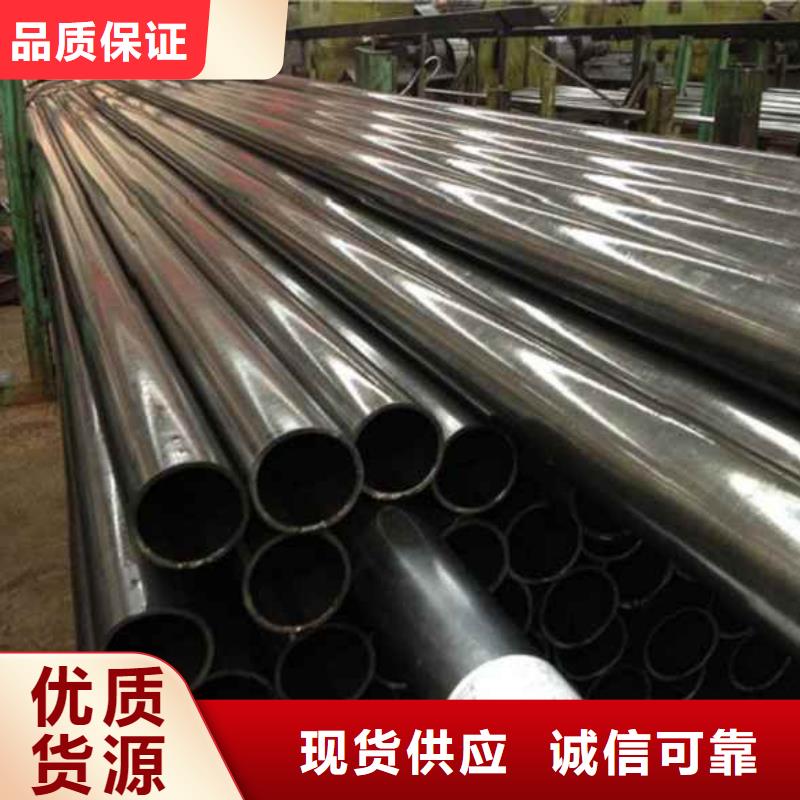
<周口>大金钢管制造有限公司周口精密管生产中几个关键技术问题 1.对原材料材质的质量要求:周口精密钢管的原材料,除必须达到 普通高频电焊钢管原材料的基本要求外,还须满足一下几方的要求 1.化学成分:冶炼时,重点是 提高钢的纯净度,减少钢中的非金属夹杂物的含量,硫和磷含量要小于0.03%,为了适应后步冷变 形加工,硫含量 不要超过0.02%,因此要严格控制钢的化学成分,同时为保证产品具有良好的 力学性能,冷弯,焊接等工艺性能,还需适当增加一些N、M、V等元素。 2.钢带形状和尺寸:钢 带轧制时,应采用AGC和板形控制系统,提高钢带厚度精度和版型精度。同时还要采用控制冷却方 法,提高钢带的强韧性,纵剪钢带宽度尺寸精度要求控制,钢带边缘要无压痕和毛刺,以提高焊接 质量。3.钢带表面的锈蚀:钢带表面的黄锈为氧化铁的结晶水,在焊接过程中,高温会使其中的氧 氢折出,如不能排出,存在于焊缝之中,易产生气孔微裂纹,改变组织结构,降低材料塑形,降低 延伸率,所以要避免钢带表面锈蚀。 焊管成形工艺:焊管成形工艺,即焊管机组成型及定径部分 孔型设计和调整方法均会直接影响焊接质量的优劣。传统的成型工艺为辊式成型工艺,有单半径、 双半径;W反弯法成形孔型体系,加上二辊、三辊、四辊或五辊挤压辊,二辊或四辊定径来保证成 形质量。各种成型工艺技术,有不同优缺点,适合不同的条件,根据产品的大纲、产品用途应在设 备选型时慎重考虑、以选择不同的成型工艺技术。为了减少弹性变形,对于精密焊管机组加工变形 道次都比普通焊管道次响应增加2、3道次。

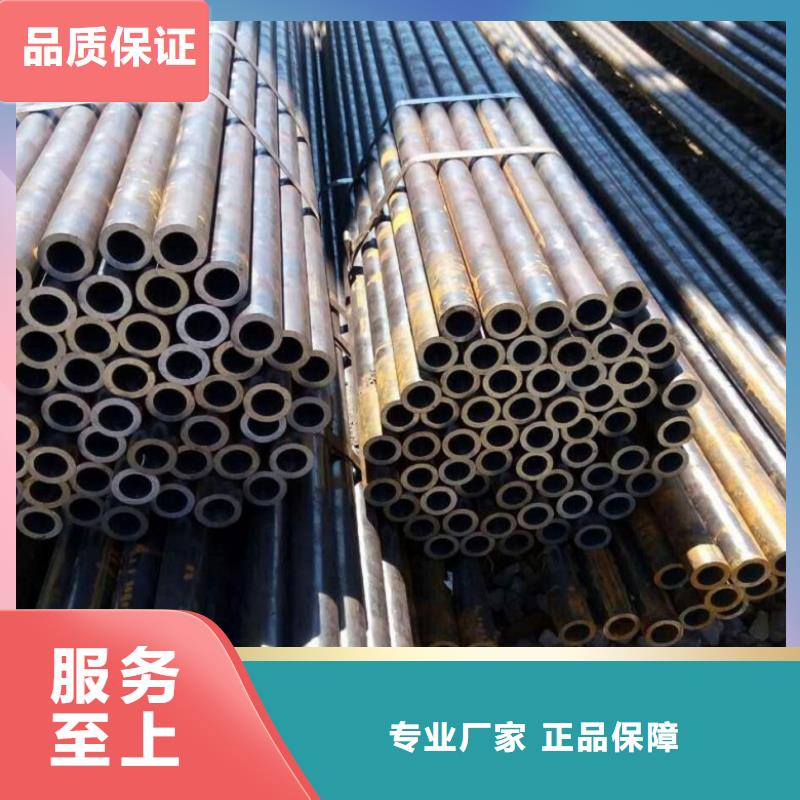
周口精密管低温回火脆性合金钢淬火得到马氏体组织后,在250~400℃温度范围回火使钢脆化,其韧性一脆性转化温度明显升高。已脆化的周口精密管不能再用低温回火加热的方法,故又称为%26ldquo;不可逆回火脆性%26rdquo;。它主要发生在合金结构钢和低合金超高强度周口精密管等钢种。已脆化周口精密管的断口是沿晶断口或是沿晶和准解理混合断口。产生低温回火脆性的原因,普遍认为:(1)与渗碳体在低温回火时以薄片状在原奥氏体晶界析出,造成晶界脆化密切相关。(2)杂质元素磷等在原奥氏体晶界偏聚也是造成低温回火脆性原因之一。含磷低于0.005%的高纯周口精密管并不产生低温回火脆性。磷在火加热时发生奥氏体晶界偏聚,淬火后保留下来。磷在原奥氏体晶界偏聚和渗碳体回火时在原奥氏体晶界析出,这两个因素造成沿晶脆断,促成了低温回火脆性的发生。
<周口>大金钢管制造有限公司
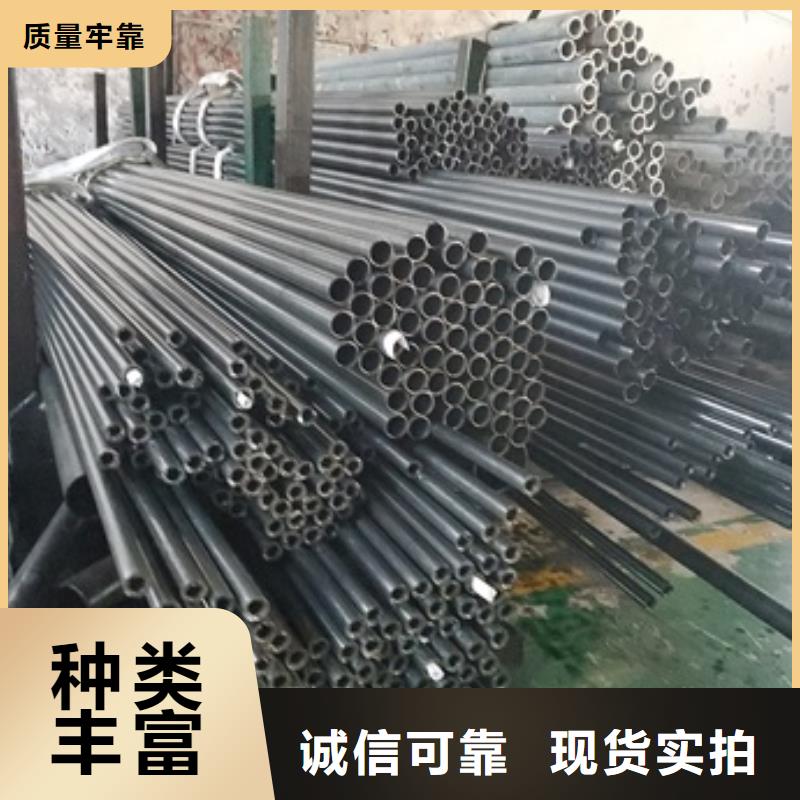
周口精密管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。 周口精密钢管的表明渡化膜中耐腐蚀性比较弱的部分会有什么反应 精密不锈钢管是靠其表面形成的一层极薄而坚固细密的稳定的富铬氧化膜(防护膜),防止氧原子的继续渗入、继续氧化,而获得抗锈蚀的能力。 周口精密钢管的表明渡化膜中耐腐蚀性比较弱的部分会因为自激反应形成点腐蚀反应,生产小小的孔,会和接近的氯离子容成很强的腐蚀性的溶液,加快腐蚀的速度。再加上不锈钢内部的晶间腐蚀开裂,都会对不锈钢板的表面的渡化膜进行破坏。因此,对周口精密钢管的表层要进行一定层次的清洁保养,来更好的延长周口精密钢管的使用寿命.
<周口>大金钢管制造有限公司