13298459090




更新时间:2024-11-15 15:44:35 浏览次数:5 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |


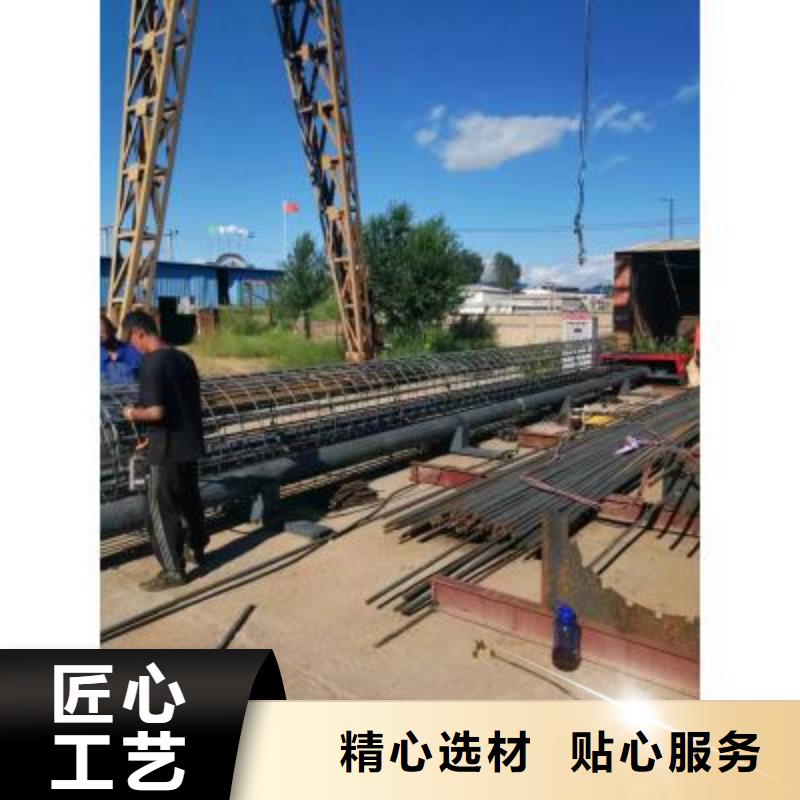



亳州钢筋笼绕筋机安装与使用 需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。亳州钢筋笼绕筋机主要参数:型号: JMGLJ-3000(按基本型配置)加工范围:钢筋笼直径φ600---φ1500mm 长度12m绕筋线速:0---15.4m/min ( i=59*1.25=73.75 )小车速度:0---1.38m/min ( i=593 )胶辊电机:Y90L-4 功率4kw小车电机:Y90L-4 功率1.5kw整机重量:3500kg外形尺寸:主机 13m*1.8m*0.8m 小车 15m*1.3m*1.5m安装尺寸:16M*4
亳州钢筋笼绕筋机操作规程1 变换规格调节滑块位置时一定要确认螺栓已紧固以免 焊接过程中滑块飞出造成 。2 当设备运行出现异常时应立即停车检查故障原因所在待故障排除之后在重新起车 焊接。在维修或调整设备(包括调节行程开关及接近开关位置)应将设备的所有电源全部切断方可进行调节或维修严禁在设备带电状态下进 行调整。3 设备通电启动前必须确保所有人员应远离设备 (包括环筋 的供筋系统 不得跨越环筋) 以免发生危险。4 滚焊机在焊接过程中操作工必须时常注意设备的运行状 况 不得远离设备而干其他 工作。5 设备必须接地良好在工作过程当中一旦发现设备漏电 应立即停车切断所有电源 待故障排除后方可继续工作。6 必须做好设备的维护和保养 设备的维护与保养 主要是 日常维护和定期的维护和保 养。

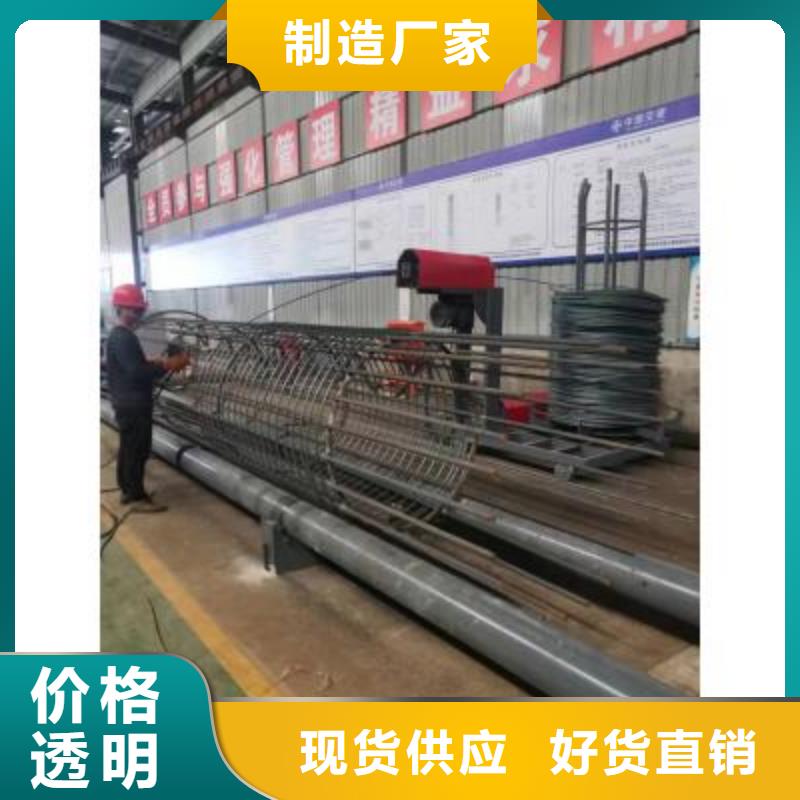
亳州钢筋笼绕筋机安装;1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。3、传动安装;减速机安装在动力基座电机底板上,安装好链条,调整过渡链条松紧(指压松边20-50mm为宜),张紧轮链条尽量绷紧。 布置图4、胶辊安装;打开所有轴承盖并置放于机架下方(轴承盖不能互换),中间向两边开始安装胶辊。注意二个问题;①胶辊轴与轴承套保持同心状态,避免强行配合。②轴承套台肩均朝向中间。5、小车安装;轨道前端超出节机架0.5米,距底座边0.4-1米(中、小直径钢筋笼0.4米)并行安装。电器柜置于轨道外附近。6、组装调试;安装完成后调平主机;胶辊拉线检测上母线、侧母线。单根胶辊误差10mm全长误差30mm。(调定后固定轴承座)7、开工;组装完成后,减速机加机械油(油窗、或箱体一半,以后6个月补加或换油一次),运动部件油打油,连接部位油一星期打一次机油防锈,空车试运行。
 <亳州>建贸机械设备有限公司
优选数控钢筋笼绕筋机亳州厂家
<亳州>建贸机械设备有限公司
优选数控钢筋笼绕筋机亳州厂家

本机由机械工作部分与电器控制部分组成:1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。1)主驱动系统由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,亳州钢筋笼绕筋机同时向焊接控制系统传输焊接信号。2)拉筋系统牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。3)电极系统气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。4)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。5)焊接控制主回路系统:主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。