

云海旭金属材料有限公司

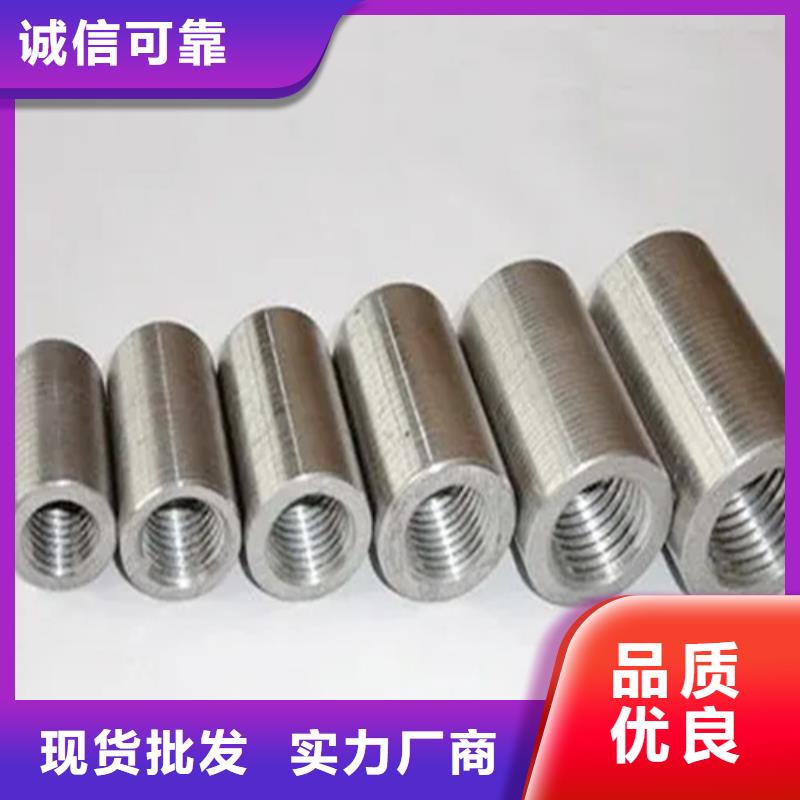
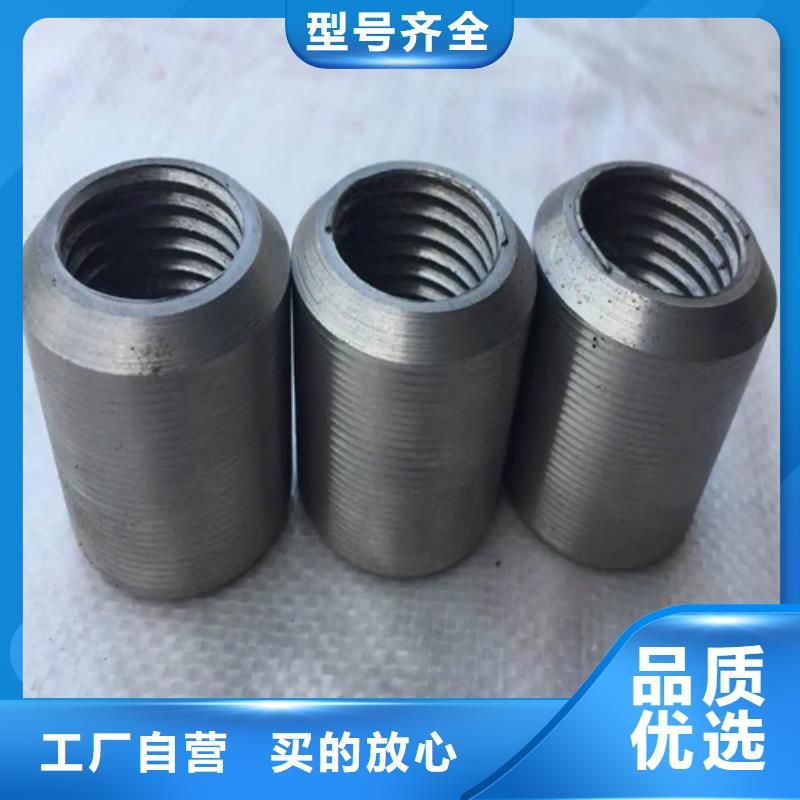
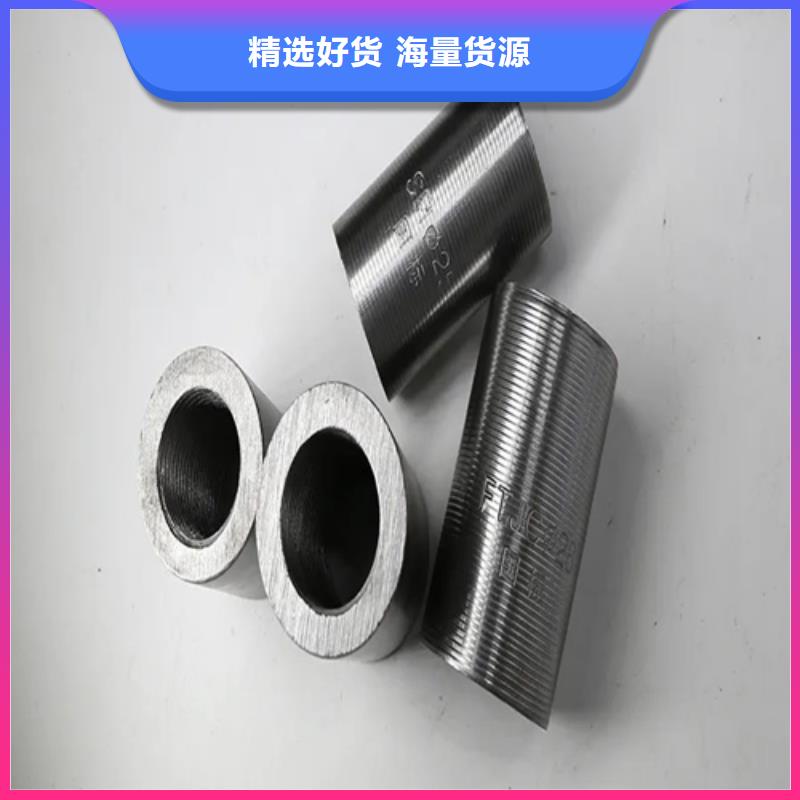
钢筋套筒但应注意:端面顶紧与螺纹螺尾处大径自锁之间的区别。根据上述分析,钢筋下料端面是否平直是滚轧直螺纹钢筋连接丝头制作质量控制的第1道重要工序,也是大多数使用单位容易忽视的一个重要环节。在钢筋下料时除应注意下料方法外,还应注意钢筋待加工丝头螺纹出现弯曲时应调直,钢筋弯曲会造成钢筋丝头螺纹出现不完整的螺纹超差,不仅影响了钢筋丝头的外观质量,严重时候还会对接头的承载能力也会有一定的影响。 钢筋套筒怎样操作可避免松动现象发生呢?1、机械防松:机械防松是用止动件直接限制螺纹副的相对滚动。如选用开口销、串连钢丝和止动垫圈等。由于止动件没有预紧力,螺母松退到止动位置时,防松止动件才能起作用,因此,这种方法实际上不防松而是避免脱落。
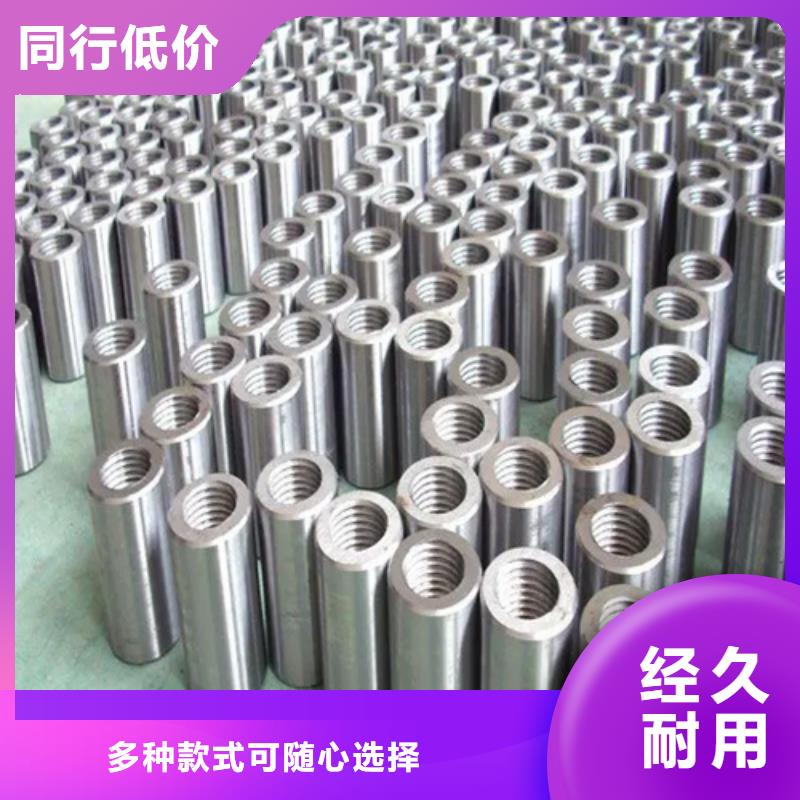
验收批及取样数量接头同一施工条件下的同一批材料的同等级、同规格接头以500个为一个验收批进行检验与验收不足500个时也作为一验收批。每一验收批随机抽取3个试件做单向拉伸试验。接头拉伸试件长600㎜接头应位于试件中部。取样单填写内容应包括委托单位、工程名称、建设单位、取样时间、钢筋生产厂家或产地、钢筋套筒级别或牌号、钢筋规格、焊接连接方式、使用部位、试件组数、要求检验项目、取样人、见证人、见证号等。合格率要求:钢筋直螺纹套筒或锁母的抽检合格率应不小于95%。当抽检合格率小于95%时,应另抽取同样数量的产品重新检验。

钢筋套筒在制作时要注意以下九点:1.连接钢筋时,钢筋规格和连接套的规格应一致,并确保钢筋和连接套的丝扣干净完好无损。2.钢筋应先调直再下料。滚丝机切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲。不得用气割下料。3.加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与连接套的锥度、牙形、螺距相一致,且经配套的量规检测合格。4.加工钢筋锥螺纹时,应采用水溶液切削润滑液。5.已检验合格的丝头应加以保护。6.连接钢筋时,应对正轴线将钢筋拧入连接套,然后用力矩扳手拧紧。7.采用预埋接头时,连接套的位置、规格和数量应符合设计要求。带连接套的钢筋应固定牢固,连接套的外露端应有密封盖。8.必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。9.操作工人必须持证上岗。


