

nmgsy<阳泉>神悦钢材有限公司
阳泉16mn镀锌方管在确保整个制冷过程和无缝钢管的平稳螺旋前进的前提下,可以适当地选择输送滚筒桌的倾斜角度,并可以轻松地控制输送辊桌的倾斜度 . 将热放置在具有特定元素的材料中进行加热和保温,使材料中的特定分子渗透到热表面或产生某些化学物质的土壤层中,改变表面的机理和成分,使零件的表层具有独特的机械或物理性能。接触电阻丝加热热处理:根据电平,对施加5伏以下的工作电压,在电平与的接触点处通过非常大的电流,引起大量电阻发热,使发热表层加热到热处理温度,然后取下电级,将热量传递到发热内部 管子和表面迅速冷却,即达到热处理的目的。 阳泉热镀锌管电解加热及热处理:将置于酸、碱或盐溶液的锂电池电解液中,将接负极,接电除尘器阳极氧化。 接通直流电源后,锂电池的电解液被电解,在阳极氧化处放出氧气,在上放出氢气。 氢气将发热的紧紧包围,产生气膜,成为电阻体,引起发热。热表层迅速加热到热处理温度,然后关闭电源,气膜立即消退。锂电池电解液变成淬火物质,使表面迅速冷却硬化。
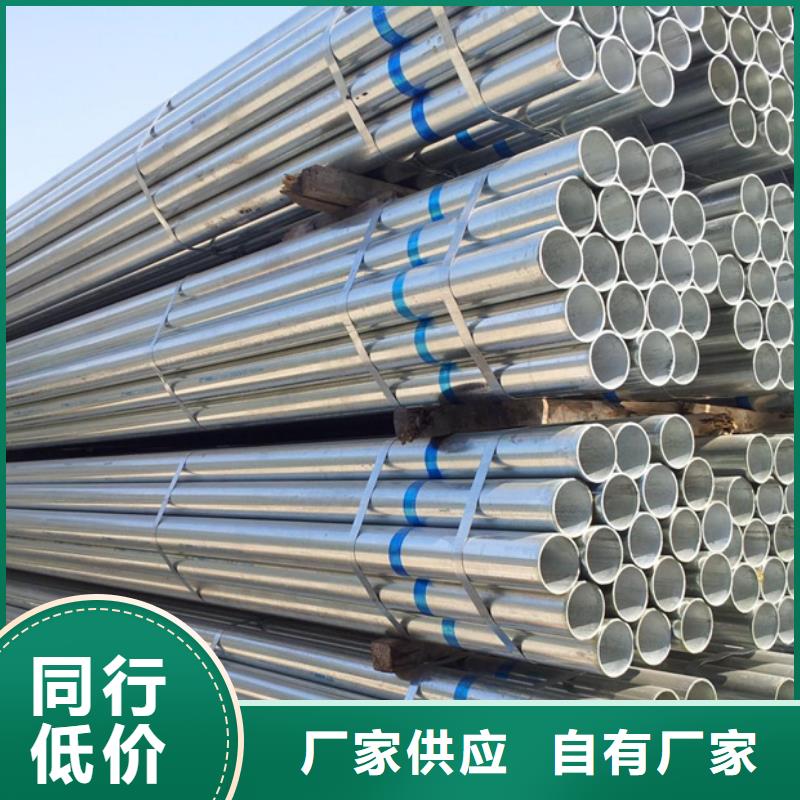
阳泉镀锌管回弹补偿阶段:扇形块在阶段2的位置开始进一步减速,直至到达要求的位置,即工艺设计要求的回弹前钢管的内圆周位置。 稳压阶段:在扇形块弹回之前,钢管内圆周保持静止一段时间,是设备和扩径过程所需的稳压阶段。 卸荷回退阶段:扇形块在回弹前从钢管内圆周开始快速回缩,直至到达初始膨胀位置,即膨胀过程所需扇形块的小收缩直径。 在实际应用中,在工艺简化时,可以将步骤2和步骤3合并简化,对钢管扩管质量没有影响。 在国内,能生产X120直缝镀锌方管的宝钢、太钢在扩管时均采用了上述五段机械扩管技术。 设计制造各种规格型号的阳泉镀锌方管模具,使产品形成系列化,在行业内享有较高的声誉。 今天镀锌方管厂家教你如何提高钢管的使用寿命:在钢基材上涂敷是常用的方法,也是各种方法中效果 的一种。镀锌大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。


阳泉Q355B镀锌管在切割成单根钢管后,每批三个钢管头都要经过严格的首检制度,检查焊缝的力学性能、化学成分、熔合情况、钢管表面质量和无损检测,以确保 制管工艺合格。 正式投产。 对焊缝上具有连续声波探伤标记的零件进行人工超声波和X射线复查。 如果确实存在缺陷,则在修复后,将再次进行无损检测,直至确认缺陷已。 带材对接焊缝和与螺旋焊缝相交的T形接头处的管材均采用X射线电视或胶片检查。 每根钢管都经过水压试验,压力径向密封。 试验压力和时间由钢管水压微机检测装置严格控制。 华尔钢Q355B镀锌管手工电弧焊向上焊是我国以往低压蒸汽管道施工现场的关键焊接方法。 很大,焊接效率有高有低。 手工电弧焊的向下焊接是1980年代从国外引进的焊接技术。其特点是支管间隙小,整个焊接过程采用大电流、双层、快速焊接的操作步骤,适用于流水线作业。由于每层焊接层的厚度都比较薄,可以根据后焊层对前焊层的热处理工艺效果来提高环焊缝的延展性。手工电弧焊方法灵活简单,适应性强。
当我们购买时,我们更关注它的质量。阳泉镀锌管一般的方法是可能性和观察,但这种方法对极少数客户有效,但对很多客户来说费时费力,质量可能无法准确区分。对于此类问题,建议在采购的小范围内进行大量的检验,然后以下是技术专业技术专业如何进行质量检验的。 粗糙面层的产品质量检验可以在集成自然光源下进行,距离可以为45±5cm。抛光焊接钢管表面产品的质量检验应按照抛光表面质量检验标准进行。焊接钢管化学成分分析委托外部检验机构进行检验。 根据产品质量检验规定,对进行表面质量的简单随机抽样检测。使用差动千分尺对称且地测量三个焊接钢管直径,通过低值和小值之间的差值表示。