

产品详细介绍



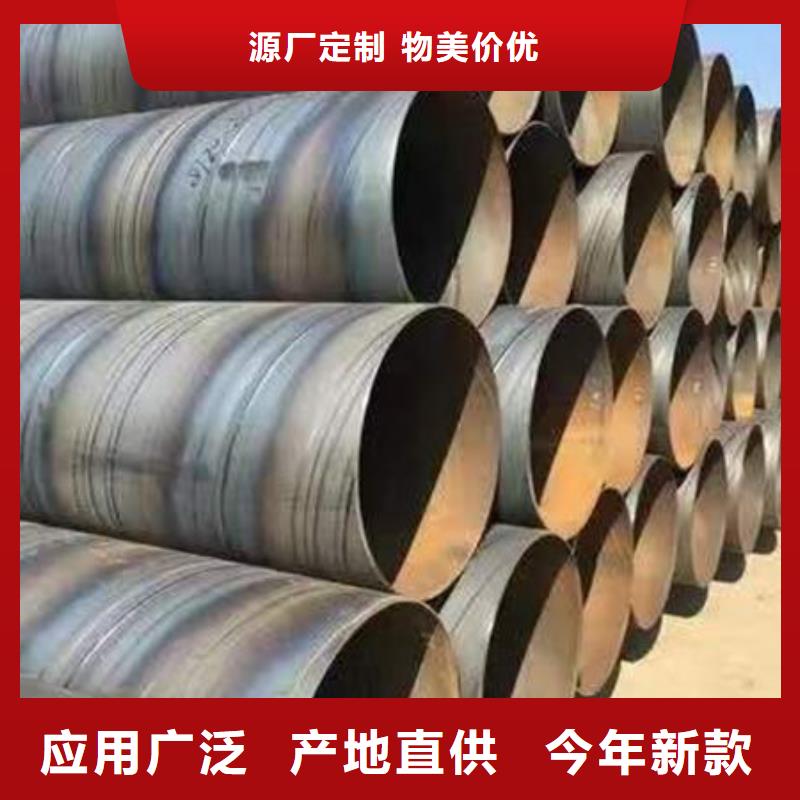
贵州螺旋钢管常用于流体输送和气体输送,管道经常需要埋地、水下或者架空施工,钢管易腐蚀的特性和管道的施工应用环境,决定了贵州螺旋钢管防腐不到位的话,既影响管道使用寿命,甚至会一起环境污染、火灾、爆炸等灾难性事故。当下,几乎所有的贵州螺旋钢管应用项目都会对管道进行防腐技术处理,以保证贵州螺旋钢管的使用寿命和管道项目的性、环保型。贵州螺旋钢管的防腐性能,还会影响到管道项目的经济型与维护成本。贵州螺旋钢管的防腐工艺,根据使用用途、防腐工艺的不同,目前形成了非常成熟的防腐体系。对于贵州螺旋钢管钢材防腐的方式选择,需要考虑应用领域、施工环境、成本预算等多个因素,如果您在采购过程中对于具体的防腐工艺有疑问,可以随时与我们沟通。
贵州螺旋钢管是怎么制作的1.涂油打标:在检查合格的螺旋管进行涂油操作以防腐蚀,并根据客户的要求进行打标。2.矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3、剪切成型:将钢 板沿外沿螺旋卷曲成管状。4.对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。5.目视检查:由专业技术人员对一些基本的参数进行检查。6.超声波探伤:对内外焊缝及焊缝两侧母材进行的检查。7.X射线探伤:对内外焊缝进行 的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。8.打压试验:在水压试验机上对贵州螺旋钢管进行逐根检验以保证钢材管达到标准要求的试验压力。9.倒棱平头:将检验合格后的贵州螺旋钢管进行管端加工,达到要求的管端坡口尺寸。10.后检查:贵州螺旋钢管再次进行超声波和X射线探伤以及进行管端磁粉检验检查是否存在焊接问题及管端缺陷。
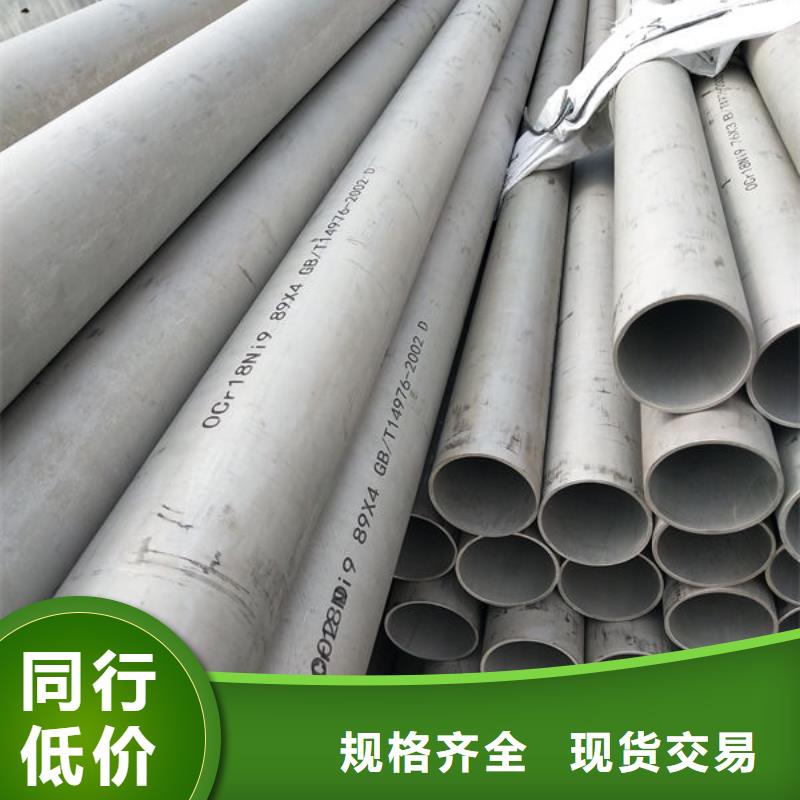
贵州双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形,形成开口的O形。5. 预焊:使成型后贵州钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
贵州角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边贵州角钢和不等边贵州角钢之分。等边贵州角钢的 两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如"∟30×30×3",即表示边宽为 30毫米、边厚为3毫米的等边贵州角钢。等边贵州角钢理论重量计算 钢材理论重量计算的计量单位为公斤( kg )。其为: W (重量, kg ) = F (断面积 mm2 )× L (长 度, m )×ρ(密度, g/cm3)× 1/1000 钢的 密度为: 7.85g/cm3等边贵州角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。等边贵州角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定贵州角钢不得有显著的扭转。