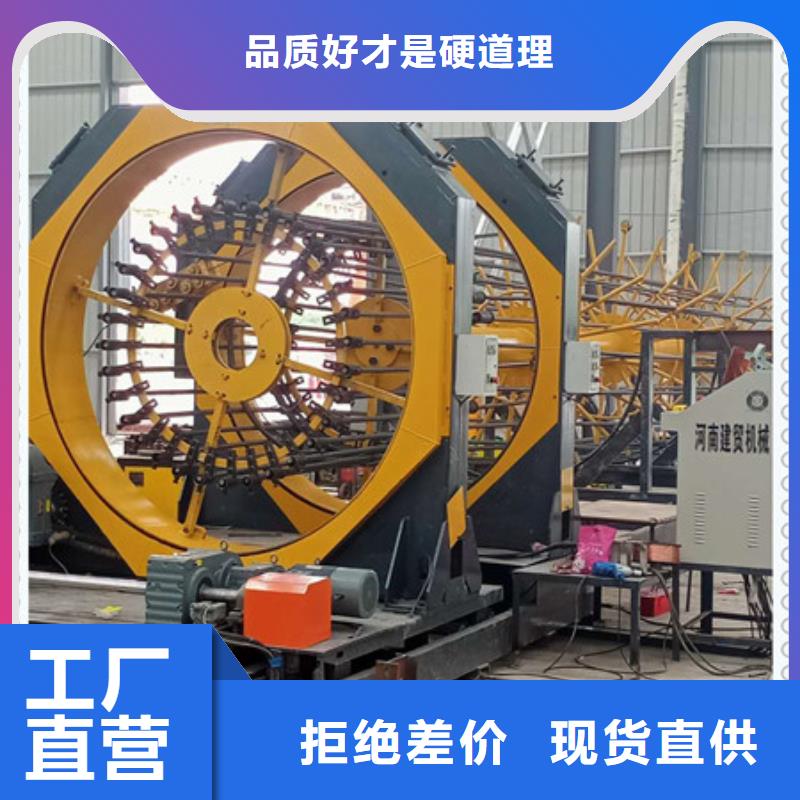




钢筋自动滚笼机如今早已运用与各大路桥公司,民建施工工地,预应力构件厂等地址,不但能用在建筑钢材的网、梁等生产流水线,还可被用以建筑钢筋矫直、断开等主要用途。 在传统式的钢筋弯箍之中是必须人工服务开展实际操作不但率低,制做出去的箍筋也会出現长短、视角误差并且实际操作生产制造中风险也挺大。 自动式钢筋自动滚笼机特性特性:* 设计方案、牢靠靠谱、结构紧凑、实际操作便捷、性经久耐用、特性平稳。绕筋机* 非常选用加厚型厚钢板,高钢性园盘条铁,功率中速标准电动机,品质更平稳。* 封闭式变速器,超低噪声,配置可变速传动齿轮,高矮二种速率,应用更便捷。
工艺流程:建贸机械厂家钢筋笼绕筋机JMRLJ-3000绕筋机钢筋井上下料→安装加劲箍→主筋与加劲箍焊接→绑扎螺旋筋→吊钢筋笼到孔内安装→隐蔽手续→桩身砼浇筑。3)钢筋笼制作按设计要求及实际桩长,孔上进行钢筋的配料,主筋搭接下料时,保证在35d或500m范围内搭接头的数量不超过主筋的50%,加劲箍制作时应确保桩主筋的保护层不得小于50mm,螺旋盘分段长度满足可绑3~5圈所需的钢筋长度;桩端水平箍筋不得少于3道。产品优势;1;该设备由PLC工控控制,内置程序,操作简单。2;绕筋间距无极可调,调直速度、行走速度、旋转速度 均由频器控制,速度可根据钢筋笼的规格、工人的熟练程度任意调节。3;钢筋笼绕筋机具有参数自动存储功能,可存储数百种规格的钢筋笼参数。4;设备具有远距离遥控功能,专门定制工业遥控器,配备信号增强天线,控制灵活方便。5;滚筒采用一级无缝钢管壁厚耐磨,大大增加了设备的使用寿命。6;调直机构角度可调节,适用范围广。7;放线架由实心圆钢,和厚度10mm的钢板加工而成,结构扎实,可放整捆钢筋。8;滚筒采用无缝连接,造型美观,操作不卡顿。本设备,适用于高速公路、高速铁路、地铁、水电站、房建防护等各种规格的钢筋笼的加工。
<盘锦>建贸机械设备有限公司
备齐一节钢筋笼所需箍筋按位置平放两胶辊上,绕筋机将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
新型钢筋笼滚焊机价格_盘锦新型钢筋笼滚焊机 28100
jmc
28100
jmc
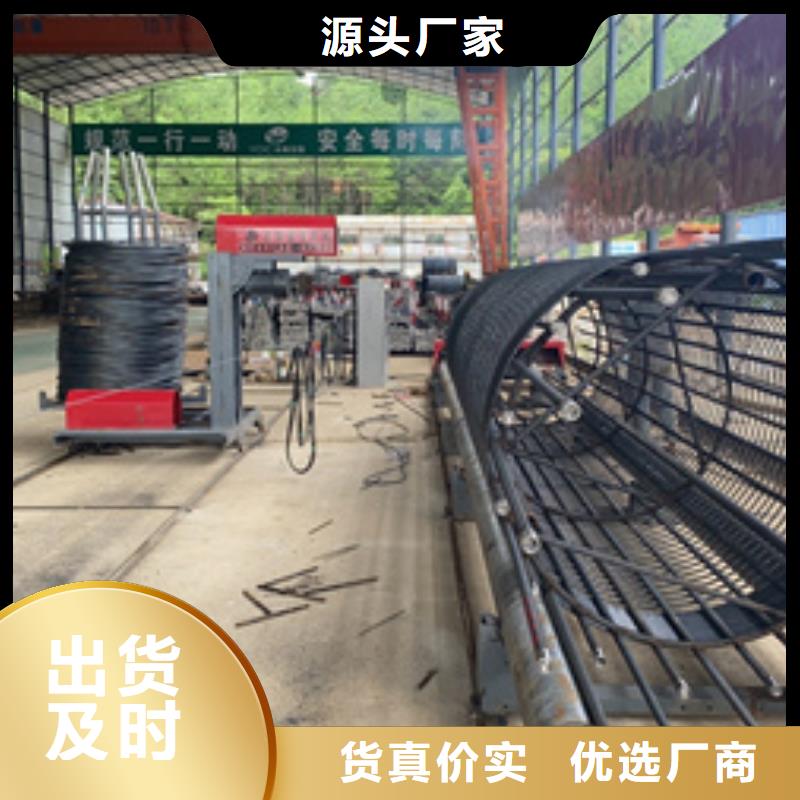
滚焊又称缝焊,绕筋机是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。一般焊接厚度在单板3mm以内。项目针对混凝土电杆骨架钢筋人工缠绕控制措施,电杆使用中会出现锈痕或倾斜状的螺旋印记,研发了自动化电杆骨架螺旋绕丝机,将行车遥控原理应用到螺旋筋绕丝机上,使用链条三角架凹槽摆放钢筋笼,利用遥控感应装置控制电机转动,带动整个钢筋笼的转动,使得整个绕丝易操作,加快绕丝速度,增强绕丝松紧程度,钢筋骨架绕丝制作效率,加快电杆骨架上模速度,了电杆产量。钢筋放线机构设置在移动旋转驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在移动旋转驱动机构上,主筋导管设置在固定旋转驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学技术的日益进步,工程机械将会发生翻天覆地的变化,钢筋笼绕筋机,适于桩基内钢筋笼制造,本公司通过实际生产中不断积累,加上不断创新成功研发可同时缠绕双盘筋钢筋笼绕筋机,钢筋笼绕筋机运行中工作理:根据施工要求,钢筋笼主筋通过专模具制作完成(包括内支撑),把钢筋笼主筋钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊以及小车把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼,托辊速度可根据操作熟练程度从低到高任意,盘筋间间距可根据施工要求随时改动,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达位置,间距自动改变,钢筋笼出笼子漂亮,工作效率赞!
绕筋机本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。若采用划线分度工艺,则不分反向。用其他制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不,流畅,尽可能实现流水线生产方式。为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。
