

想要一睹钢管合金钢板定制不额外收费产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:钢管合金钢板定制不额外收费的图文介绍


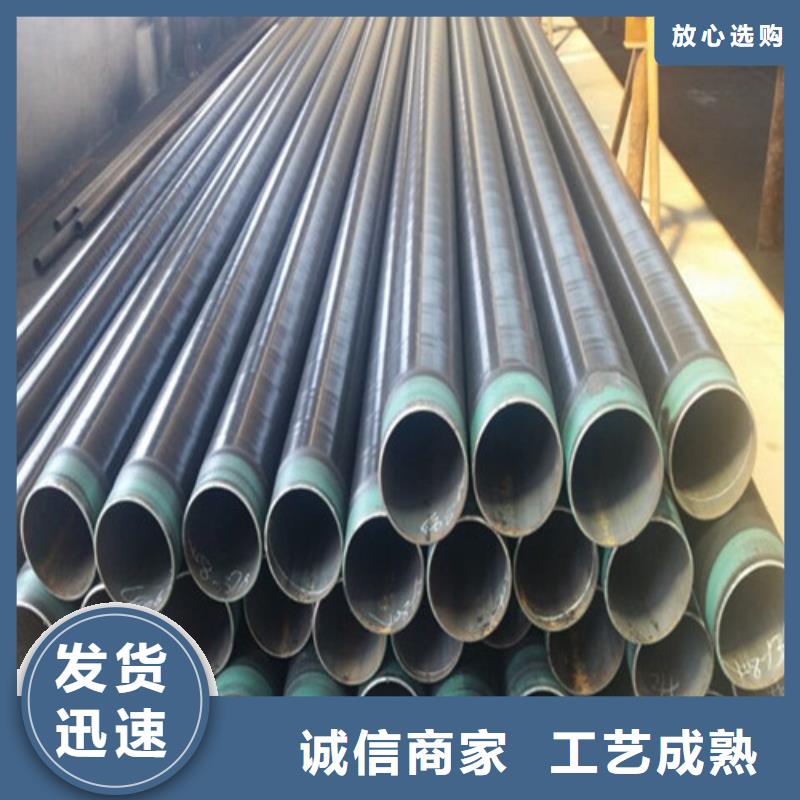
焊接式连接1、镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。2、镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。3、镀锌钢管管口对接后,管口部位出现砂眼:4、焊接时由于技术原因造成。5、管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。车丝式连接1、丝扣乱扣:管箍与丝扣不能完全接触、松动,截掉乱扣部分,重新车丝安装。2、钢管丝扣与管箍丝扣不吻合,不能连接,应更换管箍或调整设备重新车丝。3、钢管车丝后漏印:测量钢管的壁厚是否能够达到车丝管标准厚度要求(三)滚槽机滚压成型的沟槽应符合下列要求1、管端至沟槽段的表面应平整无凹凸、无滚痕。2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。



新弘扬特钢有限公司以 西藏那曲合金钢板产品质量为基石谋求发展,以诚信为根本谋求利益,把 西藏那曲合金钢板产品质量、诚信务实、合作共赢视为公司的命脉,公司秉承让客户放心,让用户安心的理念,得到了广大用户的一致认同与好评,我们坚信在您们的支持与帮助下,我们将会越来越好,为广大用户提供更加优质的 西藏那曲合金钢板产品,贴心的服务。


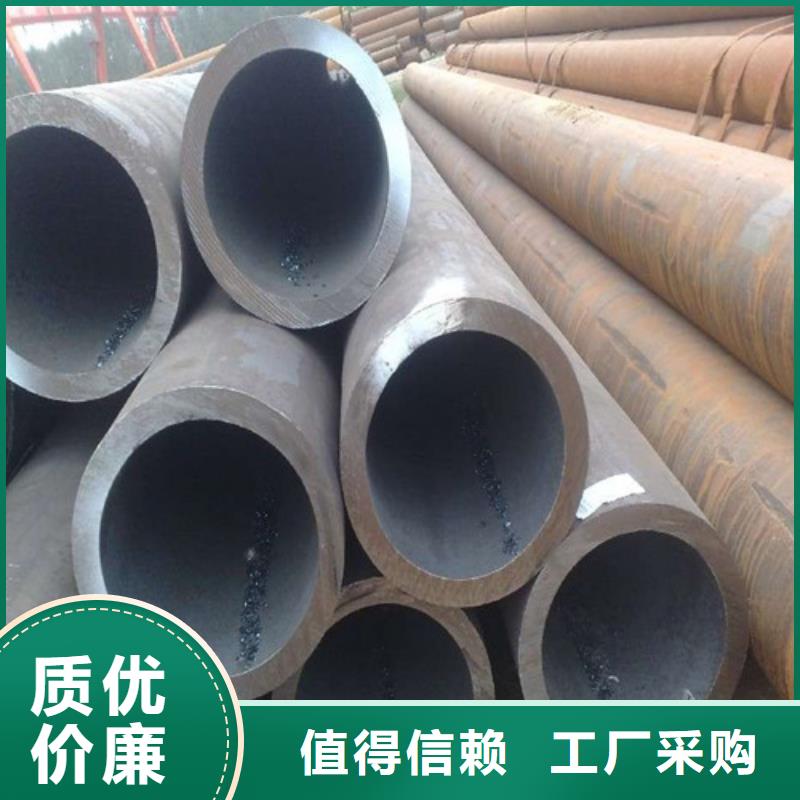
壁厚不均钢管壁厚不可能各处相同,在其横截面及纵向管体上客观存在壁厚不等现象,即壁厚不均。为了控制这种不均匀性,在有的钢管标准中规定了壁厚不均的允许指标,一般规定不超过壁厚公差的80%(经供需双方协商后执行)。椭圆度在圆形钢管的横截面上存在着外径不等的现象,即存在着不一定互相垂直的外径和小外径,则外径与小外径之差即为椭圆度(或不圆度)。为了控制椭圆度,有的钢管标准中规定了椭圆度的允许指标,一般规定为不超过外径公差的80%(经供需双方协商后执行)。弯曲度钢管在长度方向上呈曲线状,用数字表示出其曲线度即叫弯曲度。标准中规定的弯曲度一般分为如下两种:A、局部弯曲度:用一米长直尺靠量在钢管的弯曲处,测其弦高(mm),即为局部弯曲度数值,其单位为mm/m,表示方法如2.5mm/m。此种方法也适用于管端部弯曲度。B、全长总弯曲度:用一根细绳,从管的两端拉紧,测量钢管弯曲处弦高(mm),然后换算成长度(以米计)的百分数,即为钢管长度方向的全长弯曲度。例如:钢管长度为8m,测得弦高30mm,则该管全长弯曲度应为:0.03÷8m×=0.375%



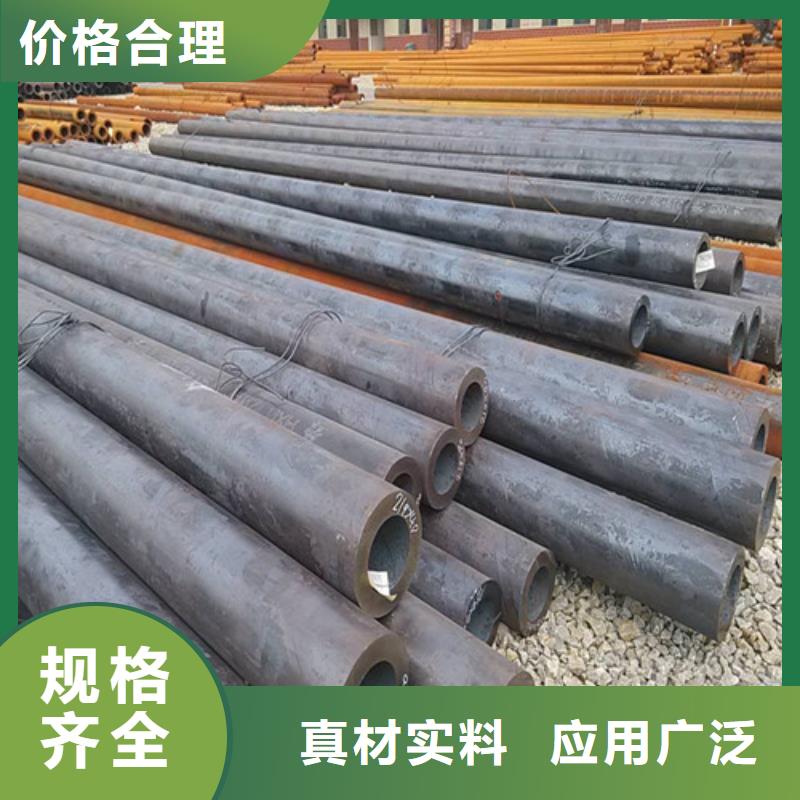
(一)滚槽焊缝开裂1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。(二)滚槽钢管断裂1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。5、用游标卡尺检查钢管的沟槽是否规定。(三)滚槽机滚压成型的沟槽应符合下列要求1、管端至沟槽段的表面应平整无凹凸、无滚痕。2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 除锈方法编辑 语音 1、首先利用溶剂清洗钢材表面,把表面的有机物去除, 2、然后使用工具除锈(钢丝刷),去除松动或倾斜的规模,铁锈,焊渣等, 3、使用酸洗的方式。 镀锌分为热镀和冷镀,热镀不易生锈,冷镀较易生锈。
