
更新时间:2025-01-14 03:24:24 浏览次数:1 公司名称:盐城 东泓潜水工程公司有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 10000/台 |
| 发货期限 | 1天 |
| 供货总量 | 1个 |
| 运费说明 | 3000元 |
| 最小起订 | 1个 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 钢铁 |





潜水员水下堵漏特价销售
水下工程:湿法水下焊接概述
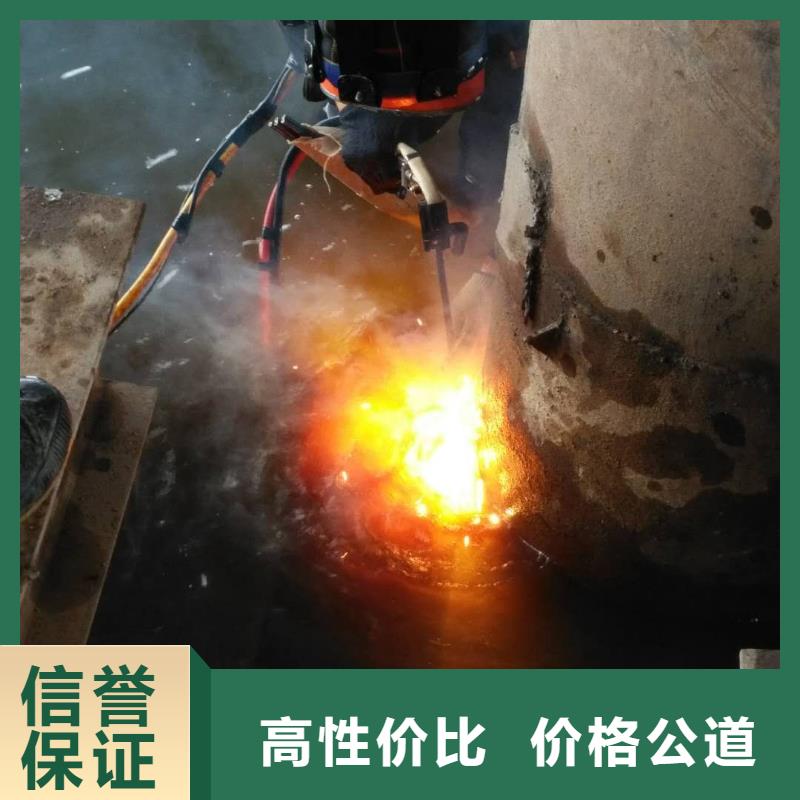
水下焊接是指在水下,对金属结构物进行焊接的一种专业技术。水下焊接既存在水的影响又有高压的影响,因此水下焊接的工艺、设备及其对质量的要求与陆地是有区别的。目前,水下焊接的方法很多,大体可分为湿法水下焊接、干法水下焊接和局部水下焊接。
湿法水下焊接,即潜水员不采取任何排水措施而直接施焊的方法。采用这种方法,遇到的主要问题是,可见性差、不易控制、冷却速度快、含氢量高等影响焊接接头质量。
1954年首先由美国提出干法水下焊接的概念,即把包括焊接部位在内的一个较广泛的范围内的水,焊接过程是在一个干的气箱环境中进行的。
这种方法存在的主要问题:首先,要有一个大型舱室,但受到水下焊接工件形状尺度和位置的限制,适应性差,到目前为止,这种方法仅适用于海底管道之类形状简单的结构物的焊接;第二必须有一个维护、调节、监测、照明和控制的完整设备系统,成本昂贵;第三仍然存在压力对焊接质量的影响,随着水深的增加,焊接电弧被压缩、弧柱变细,焊出来的焊道和熔宽变窄,焊缝形成变坏并容易造成缺陷。
局部干法水下焊接:湿法水下焊接,设备简单,操作容易,成本低廉,但焊接质量差。而干法水下焊接,虽然焊接质量较高,但成本昂贵,适应性差,却难以满足日益发展的海洋开发事业,于是人们又研究出一种局部干法水下焊接。这种焊接方法是把焊接部位周围局部水域的水,人为的排空,形成一个局部气箱区,使电弧在其中稳定燃烧。与湿法相比,因焊接部位排除了水的干扰,从而改善了接头质量。与干法相比,又不需要那么庞大的设备系统。所以这种水下焊接方法,是目前研究的重点和方向。但这种方法也有不足之处,即灵活性和适应性较差,焊接时间长,烟雾变浓,影响可见性。因为要经常移动设备位置,焊缝接头处质量不太有保证。
 水下工程切割公司告诉你水下切割有哪七个注意事项?
水下切割工程的重点是水下切割灌注桩、水下切割钢护岸、水下切割钢板桩、水下切割变形钢护筒、水下切割钻孔灌注桩、水下切割翻船等。水下切割工作的一个关键特点是:准备工作的方方面面很多,一般包括以下几个方面:
(1)调查作业区气候、水位、温度、水流等自然环境。当水面风速低于6级、作业点流水水流量低于0.1-0.3M/s时,即可开展作业。
(2)在水下切割前,应找出激光切割部件的特点和结构特点,以及操作目标中是否存在易燃、易燃、易爆和有毒物质。应适当固定坠落和坍塌的物体,特别是在水下切割时,以避免撞击或损坏供气管和电缆。
(3)深潜前,解决自动切割机、专用工具、深潜附件、供气管道、电缆、通信联系专用工具的绝缘层、密度和性能。可2橡胶软管必须用1.5倍的蒸汽或沸水清洗,橡胶软管内外不得粘附植物油。气管和电缆每.5m绑扎牢固,防止相互缠绕。进水深潜后,应立即梳理供气管、电缆、数据信号绳等,使其处于部位,防止损坏。
(4)在作业点上方,半经等于水位的区域,不得进行其他作业。因水中操作流程中会出现未燃烬汽体或有害气体逸出并上调至水面,海上人员需有防火提前准备对策,并应将供打气泵放置优势处,防止起火或水中人员吸进有害气体中毒了。
(5)操作过程,实际操作人员解决作业地址开展性解决,移去周边的阻碍物。水下切割不得漂浮在水中,应提前安装简单的服务平台,或在物品上选择的实际操作部件,防止炉渣飞溅或流动性范围内的气管和电缆。
(6)深潜激光切割人员与水面适用人员之间应有通信设备。当所有准备工作都准备好了,焊接切割人员可以在获得适用人员的意愿后开始工作。
(7)在水下切割工作中,必须由经过专业学习培训并持有此类工作许可证的人员进行。
水下工程切割公司告诉你水下切割有哪七个注意事项?
水下切割工程的重点是水下切割灌注桩、水下切割钢护岸、水下切割钢板桩、水下切割变形钢护筒、水下切割钻孔灌注桩、水下切割翻船等。水下切割工作的一个关键特点是:准备工作的方方面面很多,一般包括以下几个方面:
(1)调查作业区气候、水位、温度、水流等自然环境。当水面风速低于6级、作业点流水水流量低于0.1-0.3M/s时,即可开展作业。
(2)在水下切割前,应找出激光切割部件的特点和结构特点,以及操作目标中是否存在易燃、易燃、易爆和有毒物质。应适当固定坠落和坍塌的物体,特别是在水下切割时,以避免撞击或损坏供气管和电缆。
(3)深潜前,解决自动切割机、专用工具、深潜附件、供气管道、电缆、通信联系专用工具的绝缘层、密度和性能。可2橡胶软管必须用1.5倍的蒸汽或沸水清洗,橡胶软管内外不得粘附植物油。气管和电缆每.5m绑扎牢固,防止相互缠绕。进水深潜后,应立即梳理供气管、电缆、数据信号绳等,使其处于部位,防止损坏。
(4)在作业点上方,半经等于水位的区域,不得进行其他作业。因水中操作流程中会出现未燃烬汽体或有害气体逸出并上调至水面,海上人员需有防火提前准备对策,并应将供打气泵放置优势处,防止起火或水中人员吸进有害气体中毒了。
(5)操作过程,实际操作人员解决作业地址开展性解决,移去周边的阻碍物。水下切割不得漂浮在水中,应提前安装简单的服务平台,或在物品上选择的实际操作部件,防止炉渣飞溅或流动性范围内的气管和电缆。
(6)深潜激光切割人员与水面适用人员之间应有通信设备。当所有准备工作都准备好了,焊接切割人员可以在获得适用人员的意愿后开始工作。
(7)在水下切割工作中,必须由经过专业学习培训并持有此类工作许可证的人员进行。
 东泓潜水工程公司
东泓潜水工程公司



