


云海旭金属材料有限公司
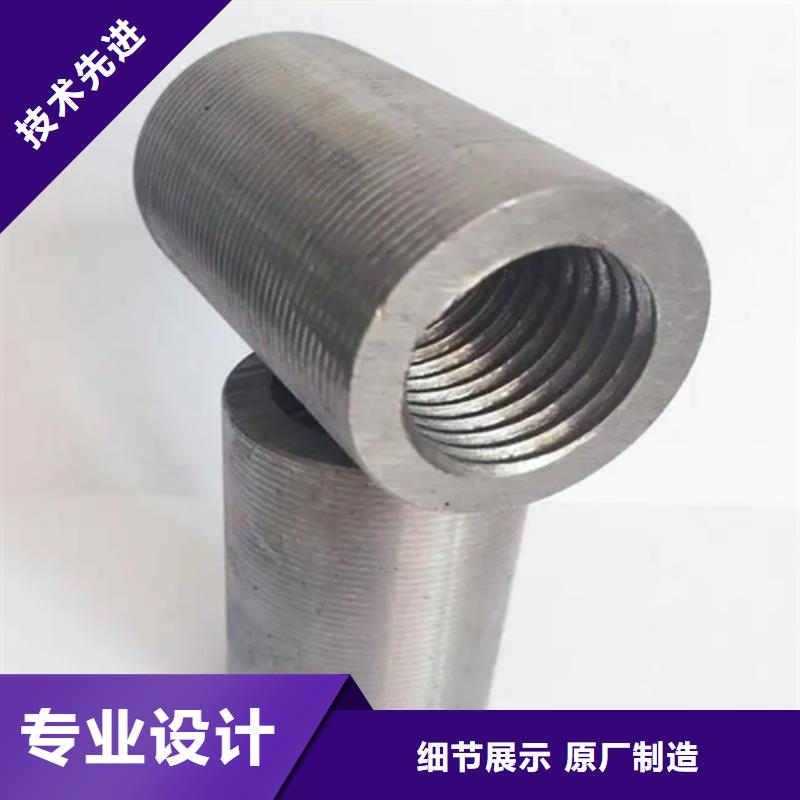
 钢筋套筒外观检查,连接套筒螺纹牙型应饱满,连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。尺寸检查重要尺寸(外径、长度)及螺纹牙型、精度应经检验符合厂家产品设计图纸要求。内螺纹用专用的螺纹塞规检验,其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(P为一个螺距长度)。允许偏差:套筒直径D≤50;外径允许偏差±0.5;长度允许偏差±0.5。一般试验项目:抗拉强度。
钢筋套筒每个冷挤压套筒的表面都有相应的挤压标志,这保证了操作要求的必要性,施工员一定按照标志进行冷挤压施工操作,而且达到一定压力值,电机自动停止运动,保证冷挤压套筒挤压连接质量的同时,也避免了施工员因为施工期间不熟悉施工手册而造成压力值过大泵体压裂的风险,此种自动停止保障阀是我公司基于施工中长时间的现场操作而进行的必要改进,达到质量过硬的指标的同时,也要满足客户的各种要求之外的市场需求。
钢筋套筒外观检查,连接套筒螺纹牙型应饱满,连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。尺寸检查重要尺寸(外径、长度)及螺纹牙型、精度应经检验符合厂家产品设计图纸要求。内螺纹用专用的螺纹塞规检验,其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(P为一个螺距长度)。允许偏差:套筒直径D≤50;外径允许偏差±0.5;长度允许偏差±0.5。一般试验项目:抗拉强度。
钢筋套筒每个冷挤压套筒的表面都有相应的挤压标志,这保证了操作要求的必要性,施工员一定按照标志进行冷挤压施工操作,而且达到一定压力值,电机自动停止运动,保证冷挤压套筒挤压连接质量的同时,也避免了施工员因为施工期间不熟悉施工手册而造成压力值过大泵体压裂的风险,此种自动停止保障阀是我公司基于施工中长时间的现场操作而进行的必要改进,达到质量过硬的指标的同时,也要满足客户的各种要求之外的市场需求。
 钢筋套筒工艺操作要点1)钢筋螺纹加工① 加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。② 加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③ 操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④ 经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤ 已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。
钢筋套筒工艺操作要点1)钢筋螺纹加工① 加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。② 加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③ 操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④ 经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤ 已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。



您的位置>首页 >本溪本地今日新闻 >