








由球墨铸铁管配件的凝固特点认为球铁件易于出现缩孔缩松缺陷,因而其实现无冒口铸造较为困难。阐述了实现球铁件无冒口铸造工艺所应具备的铁液成份、浇注温度、冷铁工艺、铸型强度和刚度、孕育处理、铁液过滤和铸件模数等条件,用大模数铸件和小模数铸件铸造工艺实例佐证了自己的观点。1、 球墨铸铁的凝固特点球墨铸铁与灰铸铁的凝固方式不同是由球墨与片墨生长方式不同而造成的。在亚共晶灰铁中石墨在初生奥氏体的边缘开始析出后,石墨片的两侧处在奥氏体的包围下从奥氏体中吸收石墨而变厚,石墨片的先端在液体中吸收石墨而生长。在球墨铸铁中,由于石墨呈球状,石墨球析出后就开始向周围吸收石墨,周围的液体因为w(C)量降低而变为固态的奥氏体并且将石墨球包围;由于石墨球处在奥氏体的包围中,从奥氏体中只能吸收的碳较为有限,而液体中的碳通过固体向石墨球扩散的速度很慢,被奥氏体包围又限制了它的长大;所以,即使球墨铸铁的碳当量比灰铸铁高很多,球铁的石墨化却比较困难,因而也就没有足够的石墨化膨胀来抵消凝固收缩;因此,球墨铸铁容易产生缩孔。另外,包裹石墨球的奥氏体层厚度一般是石墨球径的1.4倍,也就是说石墨球越大奥氏体层越厚,液体中的碳通过奥氏体转移至石墨球的难度也越大。低硅球墨铸铁容易产生白口的根本原因也在于球墨铸铁的凝固方式。如上所述,由于球墨铸铁石墨化困难,没有足够的由石墨化产生的结晶潜热向铸型内释放而增大了过冷度,石墨来不及析出就形成了渗碳体。此外,球墨铸铁孕育衰退快,也是极易发生过冷的因素之一。 2、球墨铸铁无冒口铸造的条件从球墨铸铁的凝固特点不难看出,球墨铸铁件要实现无冒口铸造的难度较大。笔者根据自己多年的生产实践经验,对球墨铸铁实现无冒口铸造工艺所需具备的条件作了一些归纳总结,在此与同行分享。1、管材选用原则(1)具有优良的力学及物理性能和耐久性,确保供水******和具有较长的使用寿命;(2)具有良好的耐腐蚀性能,避免水质受到污染;(3)具有良好的水力性能,以减少水头损失,从而减少工程投资;(4)管道配件质量好,加工方便,规格齐全,施工和维修方便;(5)便于运输和施工,以减少施工难度,缩短施工周期;(6)根据管道沿线地形地质条件和管材来源,因地制宜地采用不同的管材;(7)管材性价比较优,在保证质量的前提下,以减少工程投资。
影响球墨铸铁管配件生产的7大因素:
(1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。
(2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。
(3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。
(4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。
(5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。
(6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。
(7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。
一、球墨铸铁管、球墨铸铁管配件的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。二、碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。 三、稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。 四、球墨铸铁管浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,则不能保证金属液顺序凝固;另外,冒口的补缩效果是由冒口的数量、大小以及与铸件的连接有关的。五、球墨铸铁管的温度:浇注球墨铸铁管温度高,有利于补缩,但太高会增加液态收缩量,对缩孔、缩松不利,所以应根据具体情况合理选择适宜的浇注温度。六、砂型的紧实度:若砂型的紧实度太低或不均匀,可能会产生型腔扩大的现象,致使原来的金属不够补缩而导致铸件产生缩孔缩松的现象。七、磷:球墨铸铁管铁液中含磷量如果偏高,会使凝固范围扩大,低熔点磷共晶在***后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。 球墨铸铁管道气密性检测的常用方法:气密性试验是球墨铸铁管生产过程中不可缺少的工序,是产品质量的保证,在使用过程中气密性指标也是非常重要的。生产、气体泄漏检测的重要过程包括有毒气体泄漏检测、可燃气体泄漏检测和气密性试验。
球墨铸铁管的切开方法:
1、切管前首要检查球墨铸铁管损坏水平假设损坏严重或管体上有裂纹应判废;假设是插口变形或插口损坏严重则切掉损坏局部;因为装置需求(如接弯头号管件)切管时切管前对铸管的外径尺度中止确认即外径尺度在公役范围内。关于因损坏或施工需求对铸管中止切开前应将需切的铸管放在程度面或方木上并对切掉局部沿铸铁管一周用记号笔中止标志。
2、切开球墨铸铁管可运用砂轮切开机或电动金属锯切管机.砂轮切开机可以用电或紧缩空气带动也可以靠直接内燃机带动.许多切开机可以安装切开用砂轮和磨光砂轮.假设在施工现场只运用一个切开机那么这种切开机应适应安装两种砂轮,便用金刚砂切开砂轮很适用于切开带水泥砂浆内衬的球墨铸铁管。
3、对做好切开标志的球墨铸铁管中止切开时先从一点初步将水泥砂浆内衬的球墨铁管管壁切透然后沿着做好的标志将铸管切开。
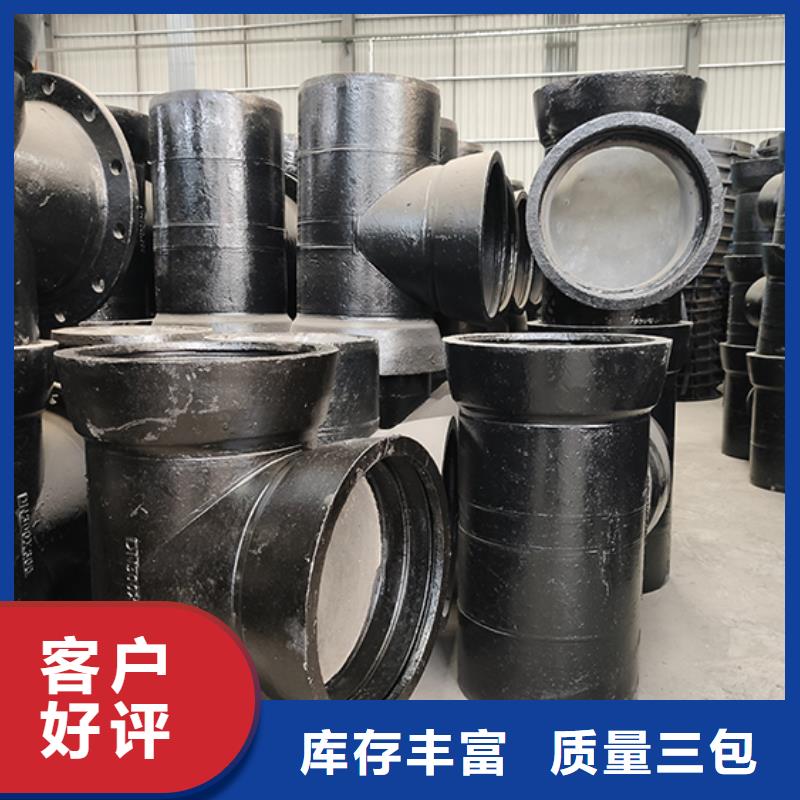
球墨铸铁管配件