



联系我们

冷拔异型钢优选品质厂家
更新时间:2024-11-15 16:50:11 浏览次数:1 公司名称:聊城 鑫泽金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 15 |
| 供货总量 | 77777777 |
| 运费说明 | 运输 |
| 最小起订 | 3 |
| 质量等级 | A级 |
| 是否厂家 | 源头工厂 |
| 产品材质 | 材质齐全 |
| 产品品牌 | 鑫泽 |
| 产品规格 | 规格齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可以订制 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 77777777 |
| 产品颜色 | 产品本色 |
| 质保时间 | 按需求做 |
| 外形尺寸 | 根据需求 |
| 适用领域 | 多种领域 |
| 是否进口 | 是 |
| 质量认证 | 国标产品 |
| 产品功率 | 3000 |
| 工作温度 | 1000 |


虽然应用异型钢带等产品的行业很多,但大家对其了解应该不多。热处理方法可以改变产品表面的化学成分和结构。这种方法可以根据渗入表面的元素不同而分为不同的方法。对提高产品的耐磨性、耐腐蚀性和耐疲劳性有很好的效果。此外,化学热处理发展迅速,新技术应用越来越多。我们在进行异型钢带处理的时候主要有钝化和酸洗两种工艺。钝化和酸洗是用来处理钢带表面的,两者有很多区别。钝化的主要目的是防止产品氧化腐蚀。至于酸洗处理,这是为了去除高温熔接、热处理或热加工后表面的氧化皮。
汕头冷拔异型钢优选品质厂家
异形钢格板生产工序比一般钢格板杂乱,异型钢格板制作方法分为两种,机器压焊制作和手工制作。机器压焊制作是把扁钢和横杆 按一定间距焊接而成,然后在切开成客户需求的形状(扇形,梯形、圆形等)。机器制作糟蹋资料,提高了产品的本钱。人工制作 是依照客户需求的尺寸、形状下料,切开、焊接、包边而成。相对来说费时吃力。异型钢格板选用人工生产,节省本钱。异型钢格板制作与实践使用应留意以下几点:1、确定异型钢格板的受力方向与尺度视点保持一致。假如出现误差,异形钢格板会装置不上,延误工期,对厂家和客户都是一 种损失。2、由于异型钢格板不像标准钢格板那样规则,在运输途中要注意罗列规整,避免冲突,磕碰等原因导致变形,影响后期的安装使用。3、异型钢格板规划者要确认异型钢格板的装置环境,提前规划出合理的装置方法,要考虑装置场所的荷载,空间等,提前规划 出合理的装置方法。
 <汕头>鑫泽金属制品有限公司
<汕头>鑫泽金属制品有限公司
 汕头冷拔异型钢优选品质厂家
汕头冷拔异型钢优选品质厂家

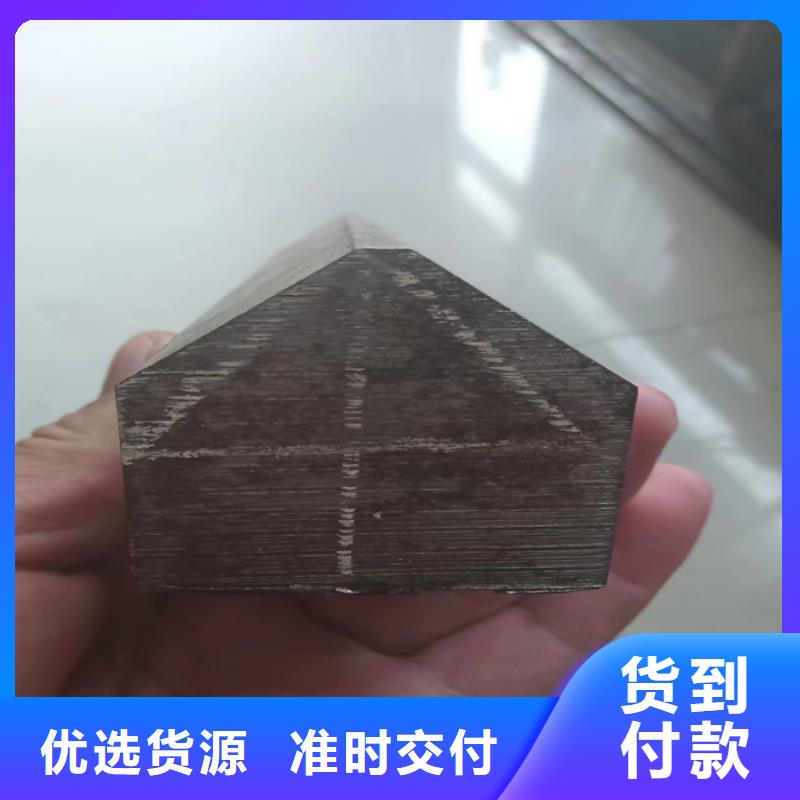
冷拉异型钢时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同根T型钢冷拉率也不一 样)冷拉质量得不到保证。不同炉批的冷拉控制:对于混杂,分不清炉批的T型钢,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的T型钢,每根的冷拉率和控制应力都要符合规范规定。冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.51.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2---3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。冷拉应力控制的情况:对于工、亚、IV级T型钢和5号钢的型钢,在冷拉后,作硕应力T型钢使用的,要用冷拉应力控制。但T型扁钢冷拉后经检查,冷拉率超过了规范规定,还要再进行机械能实验。冷拉率测定控制要求:以冷拉率控制T型钢冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批T型钢的实际冷拉率。如果T型钢强度偏高,平均的冷拉率低于1%时,在T型钢冷拉时,仍要按1%的冷拉率控制。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。
 汕头冷拔异型钢优选品质厂家
汕头冷拔异型钢优选品质厂家
自动化已经成为现代工业的标志,冷拉型钢异型钢产品的生产自然也会运用到各种自动控制技术,新技术的运用总能给我们带来惊喜。对于冷拉型钢生产模式由此逐渐细化,大家是怎么看的呢? 自动化已经成为现代工业的标志,冷拉型钢产品的生产自然也会运用到各种自动控制技术,新技术的运用总能给我们带来惊喜。对于冷拉型钢生产模式由此逐渐细化,大家是怎么看的呢? 相比普通钢材来说,冷拉型钢各方面的性能已经有了很大改善,但是在长期试用下还是会出现一些缺陷,因为它的表面含有一定的钢铁成本,长期暴露在空气中的话会受到不同程度的侵蚀。虽然冷拉型钢本身的抗冲击性是很高的但是产品表面难免也是会存在一些锈渍的,为了提高冷拉型钢的品质,延长其使用寿命,有必要考虑到这些因素,对其采用磷化的措施