

我们为您呈现了不锈钢复合管201不锈钢复合管快捷的物流配送产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:不锈钢复合管201不锈钢复合管快捷的物流配送的图文介绍


钢塑管的管件缩径是它 的缺陷(举例,DN15的管件通径只有9毫米左右,DN20管件的通径14毫米左右),而铝合金衬塑管dn20的管件通径有15毫米,也就是说,按通径(过水量)算,钢塑管DN20管用铝合金衬塑管dn20代替足够了。这样看来,铝合金衬塑管在成本及性能方面更能体现其优越性。 铝合金衬塑管管件为热熔型专用管件,可靠。
四、从连接方式比较
钢塑管采用螺纹连接;在其管件上有硅胶圈用来封水,但这种封水方式对管材的断截面平整度要求十分严格,在实际操作中钢塑管很难做到这一点,所以用硅胶圈封水只是一种商业炒作,在实际的安装过程中它只能靠原始的生胶带和麻绳封水,另一方面,硅胶圈的封水作用不能实现,水就会从硅胶圈处渗入,对管件外层的镀锌管进行腐蚀,加速钢塑管管件使用寿命的衰减。 铝合金衬塑管采用目前可靠的连接方式,专用管件热熔连接,将管材管件熔为一体,实现完全封水。



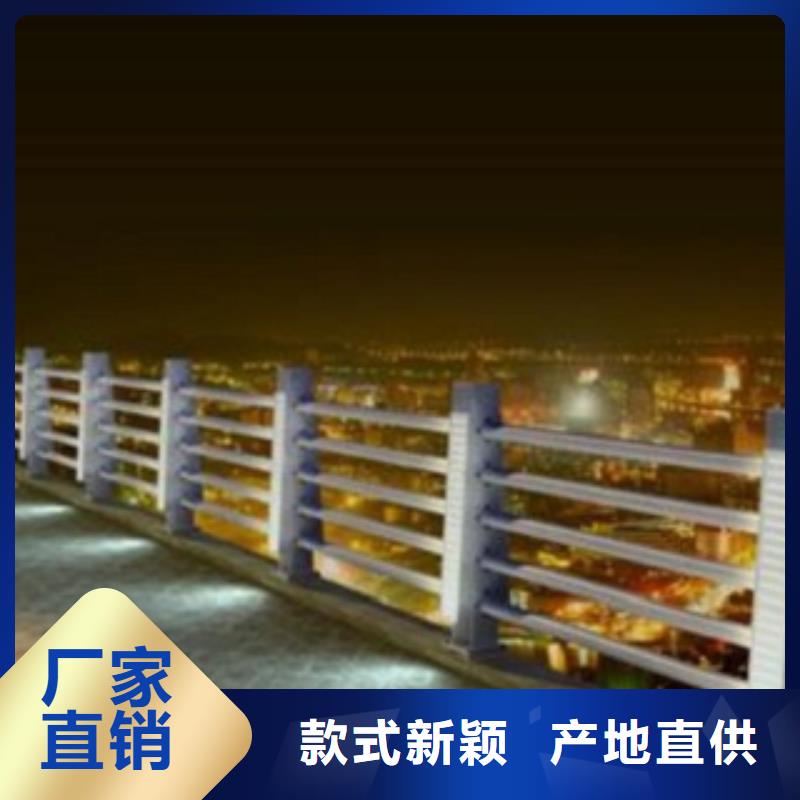
公司为各种用途的客户提供高性能的产品,诚信为本,严谨务实、注重服务,致力于为客户提供优良产品。
我们坚持品质
我们坚持优质原材料
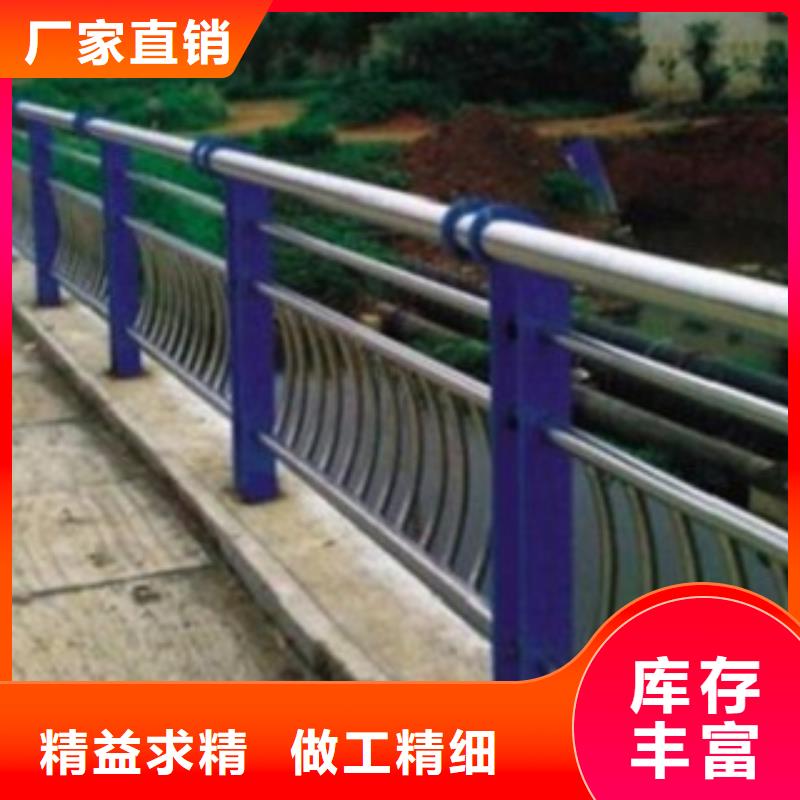
我们坚持原料合理配比
我们坚持质量至上


5、锈斑
制作前或制作过程中有时会看到不锈钢产品或设备上生锈,这说明表面受到严重污染。设备投入使用前必须把锈掉,彻底清理过的表面应通过铁试验和/或水试验进行检验。
6、粗糙的研磨和机加工
研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
7、焊接引弧斑痕
焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
8、焊接飞溅
焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻损伤。
制作前或制作过程中有时会看到不锈钢产品或设备上生锈,这说明表面受到严重污染。设备投入使用前必须把锈掉,彻底清理过的表面应通过铁试验和/或水试验进行检验。
6、粗糙的研磨和机加工
研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
7、焊接引弧斑痕
焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
8、焊接飞溅
焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻损伤。


