








双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
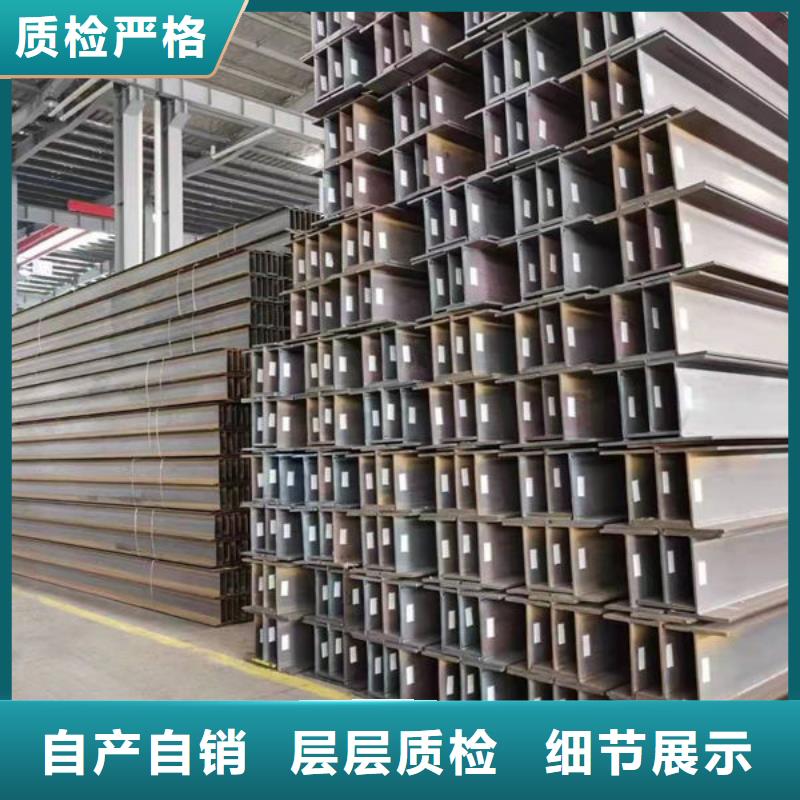
工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。H型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成系列合理,型号齐全,便于设计选用。
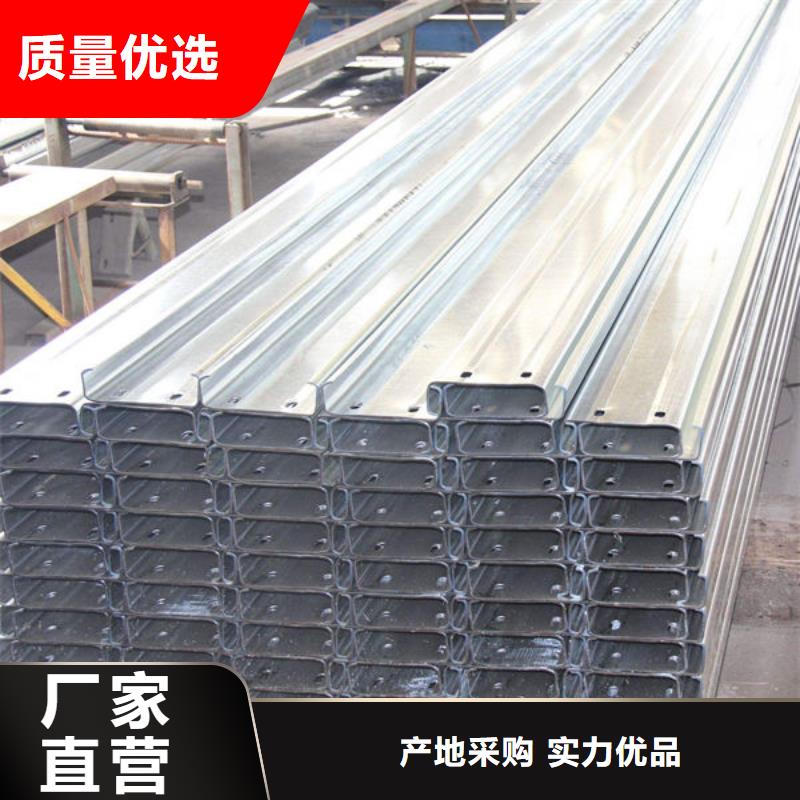
螺旋钢管是怎么制作的1.涂油打标:在检查合格的螺旋钢管进行涂油操作以防腐蚀,并根据客户的要求进行打标。2.矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3、剪切成型:将钢 板沿外沿螺旋卷曲成管状。4.对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。5.目视检查:由专业技术人员对一些基本的参数进行检查。6.超声波探伤:对内外焊缝及焊缝两侧母材进行的检查。7.X射线探伤:对内外焊缝进行 的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。8.打压试验:在水压试验机上对螺旋钢管进行逐根检验以保证钢材管达到标准要求的试验压力。9.倒棱平头:将检验合格后的螺旋钢管进行管端加工,达到要求的管端坡口尺寸。10.后检查:螺旋钢管再次进行超声波和X射线探伤以及进行管端磁粉检验检查是否存在焊接问题及管端缺陷。
线材的盐浴处理(DLP)工艺线材的在线熔融盐浴直接韧化处理(简称DLP)是新日铁 开发的工艺应用品种主要是桥梁缆索用线材、高级弹簧钢线材、特殊用途钢丝绳用线材等线材。线材的在线水浴处理工艺水浴冷却的原理是利用热水汽化时吸收的蒸发热带走线材或钢丝表面热能,从而达到冷却钢材的目的。主要用于帘线钢、预应力钢和桥梁缆索钢。线材在线散卷固溶处理对于终使用质量要求不是很严格的奥氏体不锈钢如弹簧、钢绳和一些要求强度高而韧性要求不很高的产品以及作为终热处理前的预处理工序都可采用在线散卷固溶处理。上海宝钢五钢公司采用的散卷固溶处理方式为:在摆动段辊道后的辊道上、下方设置一段高压水喷嘴长约10m。当线圈进入喷淋段后辊道上、下方同时喷水使此时组织为奥氏体的线圈快速冷却而达到固溶的要求。用后的冷却水在辊道下方收集由泵送至水处理站循环使用。
