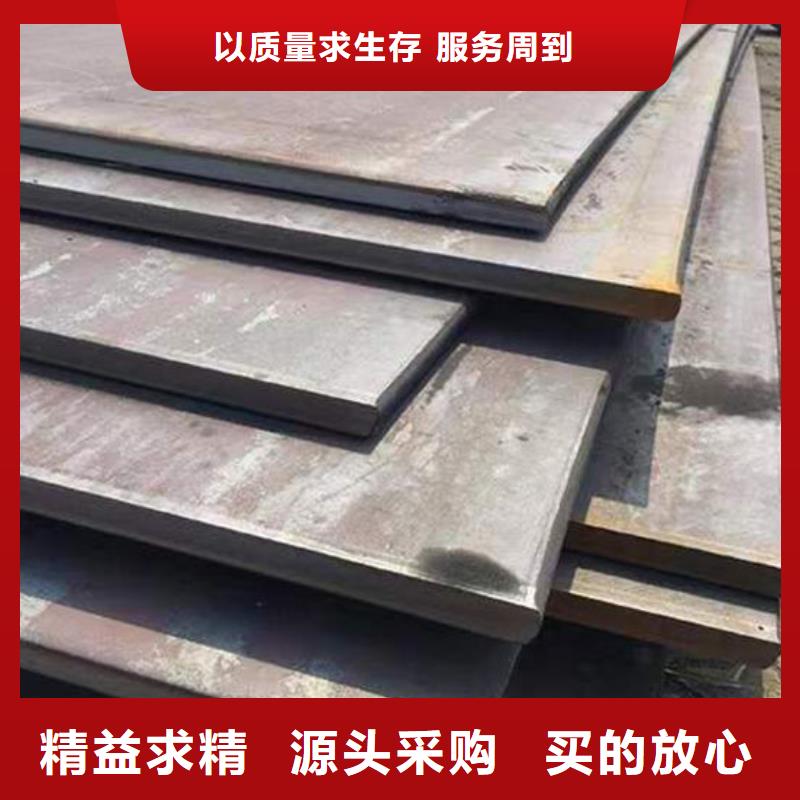








南宁双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形,形成开口的O形。5. 预焊:使成型后南宁钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
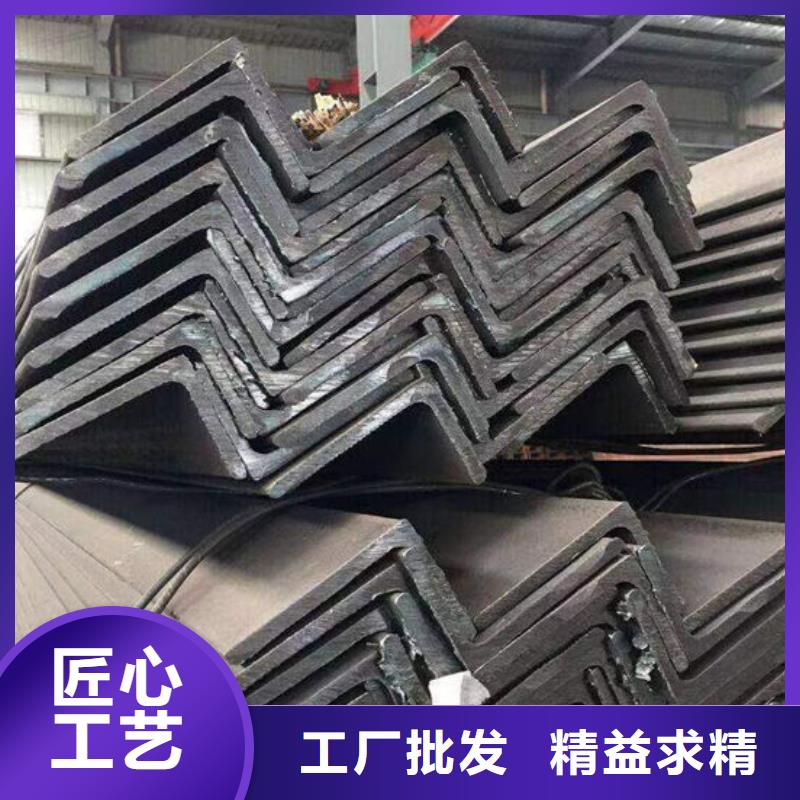
南宁玻璃钢方管也称南宁玻璃钢矩形管,它的应用范围也很广泛。南宁玻璃钢方管强度高、耐化学腐蚀性能强、防火阻燃性优、热导率低、膨胀系数小、耐温性能好、质量轻、优异的抗老化性能、使用寿命长、安装方便、可设计性强,广泛应用于化工、电力、制药、水处理、海水养殖、环保等领域。南宁玻璃钢方管是拉挤南宁玻璃钢材型材众多尺寸中的一种,内外均一的颜色,并且色彩可任意选择。能根据客户的要求定制颜色,改善生产场所的环境,其可设计性强可根据实际需要设计出不同尺寸的南宁玻璃钢方管,其灵活方便的设计使其在很多领域能被广泛运用。
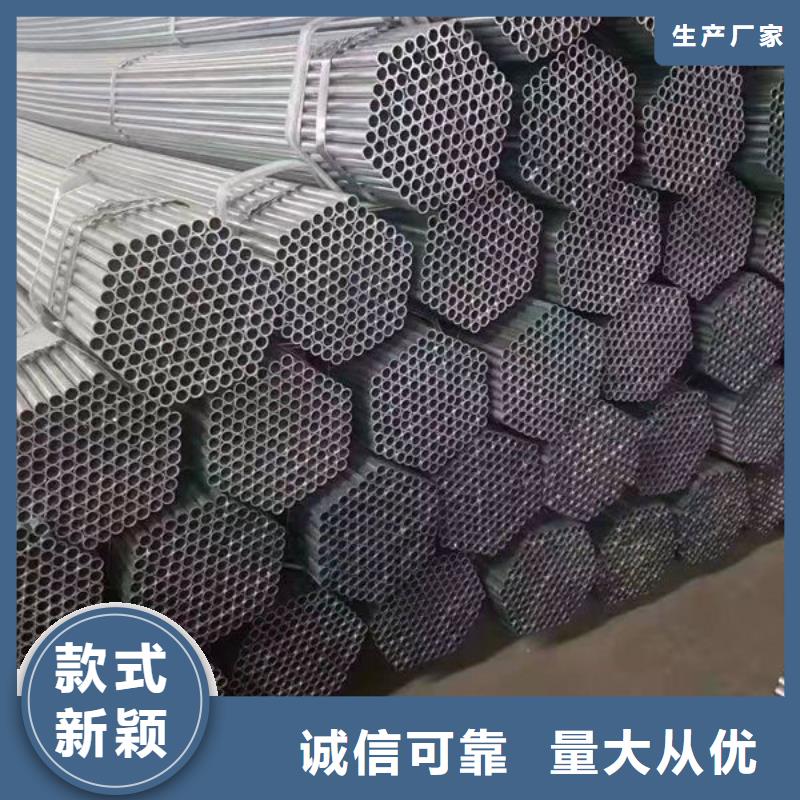
南宁螺旋钢管是以带钢卷板为原料制成的螺旋缝钢管,经常在高温下挤压成型,采用自动双线双面埋弧焊工艺焊接而成。南宁螺旋钢管将带钢送入焊管机组,带钢由多个轧辊轧制并逐渐卷起形成带开口间隙的圆管坯,调整挤压轧辊的压下量进行焊接。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。 2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝钢材表面质量。 将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。南宁螺旋钢管钢材若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
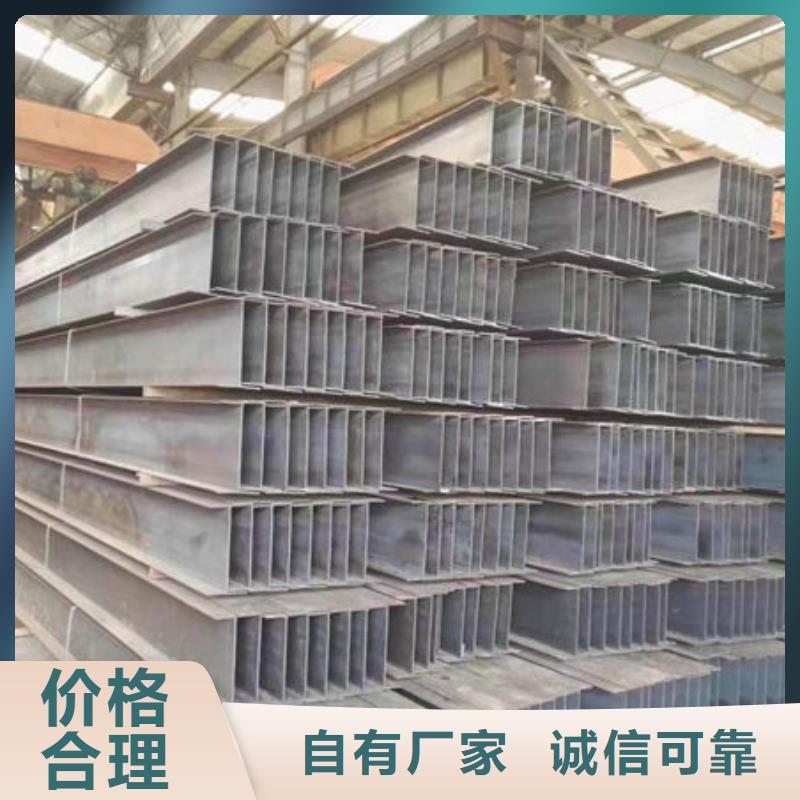
如何对南宁螺旋钢材进行管理质量控制对于在南宁螺旋钢管管口组对时存在错口超标的问题应采取如下防范对策:(1)尽量采用内对口器。(2)组对时做好测量和修口工作。(3)组对时做好焊接管段的级配工作。(4)局部采用紫铜锤或铜垫板锤击校正。(5)当错口变形平重时要进行割口处理。南宁螺旋钢管钢材管理:(1)使用内对口器时与之相配套的设备、压风机设备和吊管机必须在施工前检查完好使用操作灵活;在使用时应按操作规程作。(2)对口前要认真检查对口使用的设备是否正常:对口时要设专人指挥按规范的动作指挥操作避兔伤害事故发生。(3)在施工中如采用垫士墩或垫麻包袋装稻壳垫高管线时垫高必须坚实牢固防止管道滚动伤人;不准用冻土、石块垫南宁螺旋钢管。