


数控钢筋弯曲中心有着重要的作用,想要了解更多数控钢筋弯曲中心的问题欢迎来电咨询,我们会用的服务来回答您的问题。 机械弯曲成形要求:1.在机械正式操作前,应检查机械各部件,并进行空载试运转正常后,方能正式操作,2.操作时注意力要集中,要熟悉工作盘旋的方向,钢筋放置要和挡架,工作盘旋转方向相配合,不能放反 厦门有现货的数控钢筋带锯床供应商
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
 jmc
jmc
钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。

钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。

河南建贸机械设备有限公司是一个集研究、生产、销售为一体的建筑机械设备制造厂。河南建贸机械设备有限公司自创建伊始就以高起点、高为出发点,从厂区生产车间的建设到生产设备的引进,层层严格把关。
该设备可自动一次性成型长度为2m-27m的钢筋笼,并配有远程控制遥控器,比手工绑扎笼子生产效率高,节省材料,笼子坚固,外形标准。广泛应用于大型桥
梁,高速铁路建设等领域的灌注桩施工中。
产品优势
加工速度快:备料、滚焊、加强筋安装、探测管安装、导向垫块安装等,工作效率高。
加工质量稳走可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。
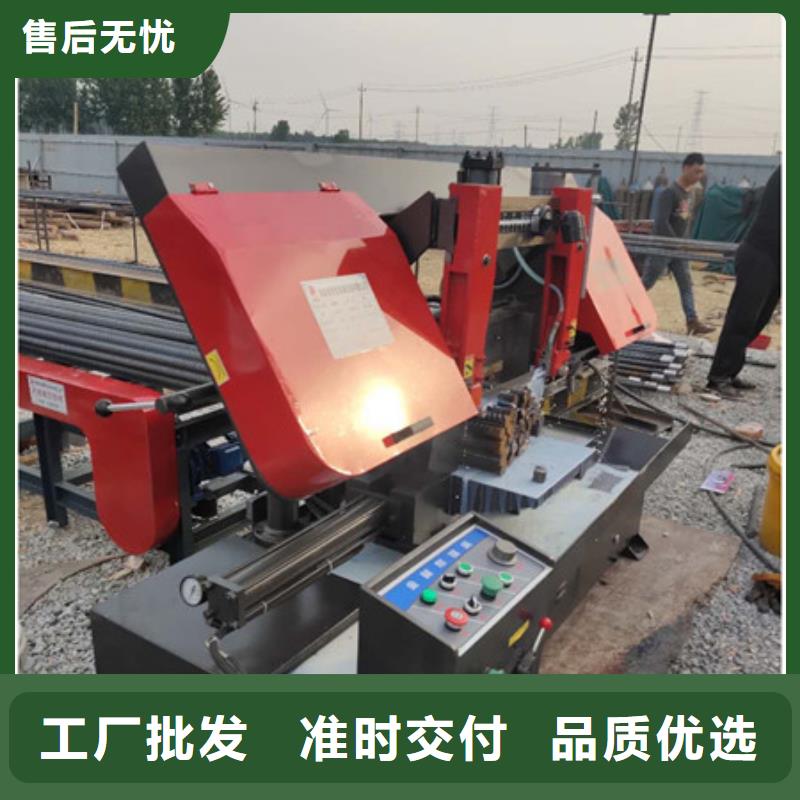
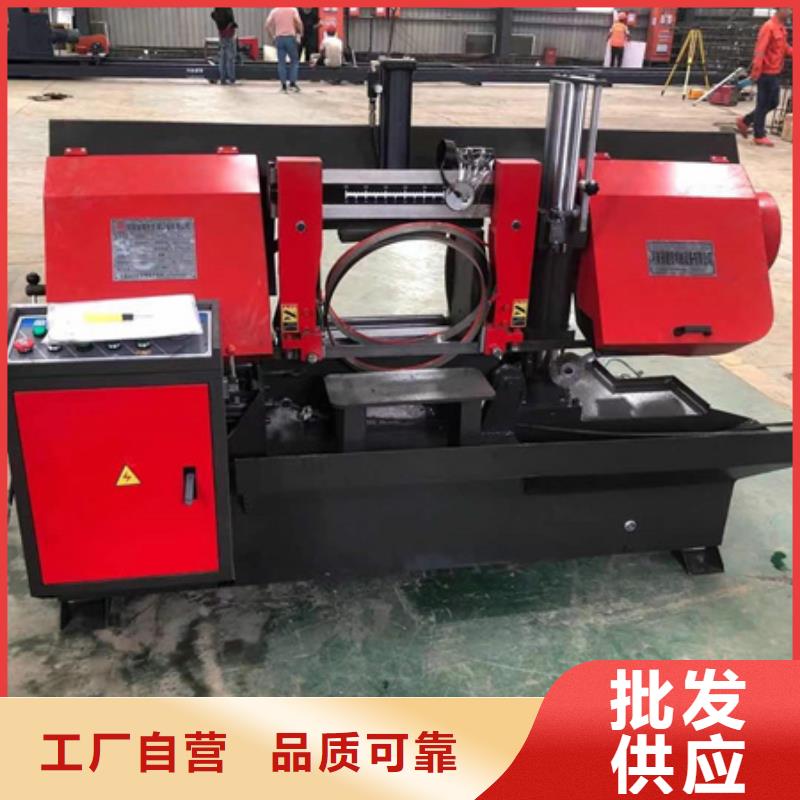
产品型号 GB4240
切削范围 400×400×400
锯带规格 3505×34×1.1
锯带线速 27、45、69
工作夹紧方式 液压
主电机功率 2.2
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸 2200*1100*1500
主要用途:
本机床应用于切割高度≤600mm、宽度≤600mm的钢胚、铁板、无缝钢管及大型轴类零件,亦可在选取适当的工艺参数后,切割各种黑色或有色金属材料。具有可靠性高、效率高和高刚性等显著特点,可代替昂贵的进口设备。
4.锯条导向装置
主要是由导向臂和导向头所组成的此外还有导向轮和导向块等以保证锯条的切削精度从而能够减少振动。
5.张紧装置
主要是由滑板座、滑板、丝杆等组成的顺时针是张紧锯条逆时针则是松开锯条。