




酸洗钝化无缝钢管脱脂清洗1)脱脂的目的是除去被清洗系统内油污污垢,为化学清洗提供清洁的金属表面,使下一步的络和清洗过程中作用成分更完全、彻底地同清洗对象充分接触,保证均匀的清洗效果。2)系统水冲洗及检漏结束后,排净冲洗水,用干净水充至规定液位,并调节回水阀门使液位保持稳定。酸洗钝化无缝钢管脱脂后水冲洗剥离后水冲洗的目的是为了除去系统内残留的表面清洗液,并使部分杂质脱离金属表面而被带走
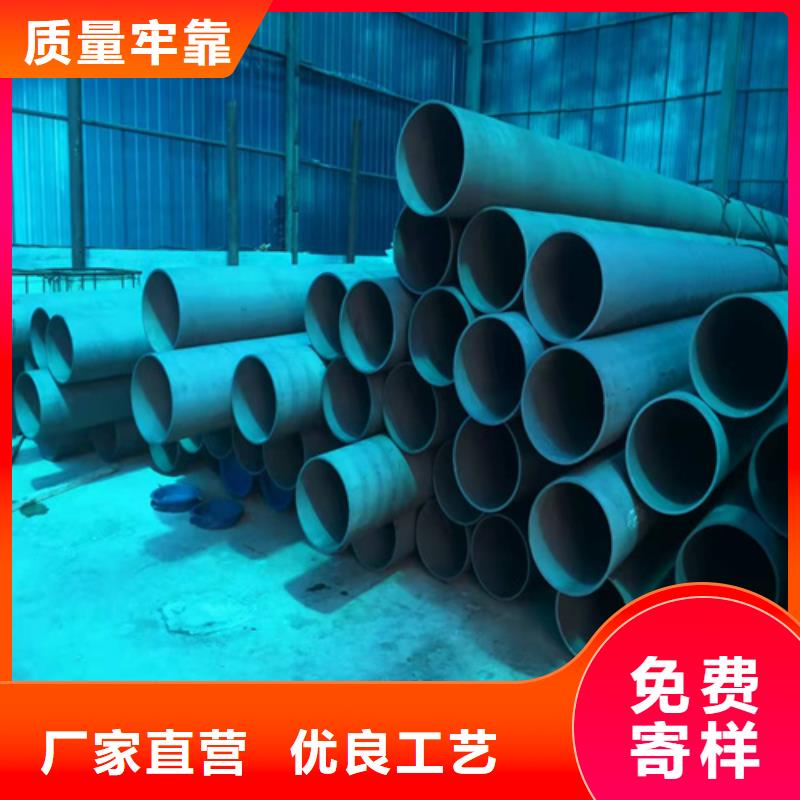
酸洗钝化无缝钢管1、酸洗工在工作前必须穿戴好劳动保护用品,在工作中认真检查工作现场有无障碍、吊带是否完好无损,确认完好后方可进行工作。2、酸洗主要采用盐酸酸洗,采用水来配制盐酸,盐酸含量为18~20%比较合适。3、酸洗工工作前首先了解酸的浓度、温度及本槽酸洗管的吨位。4、吊管时两根吊带要离开端头1.3米左右,防止吊弯钢管,造成镀锌管内漏;在往酸槽下管时,钢管要倾斜15°,先下自己站立的一端,防止喷酸伤人。5、钢管每次酸洗,重量在2~5吨为宜,时间5~15分钟。
酸洗钝化钢管后的废水处理工艺具体有中和法,硫酸铁法,大口径酸洗钝化钢管钝化的正确处理方式有机溶液萃取法,透析法,离子交换法等。在蒸汽喷射真空结晶方法中,废酸溶液通过具备着高雾化动力等级的喷嘴喷射到燃烧火焰上,磷化无缝钢管使得水蒸发,酸洗钝化无缝管效果的质量检验方法除此另外一般可以获得大约35%的硫酸和部分一水硫酸亚铁。其工作规则采取的主要措施以下:(1)酸洗池内外及地面均采用聚丙烯板内衬,接缝严密,杜越废水漏入地下水体。(2)在酸洗池旁设置废水收集沟,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管
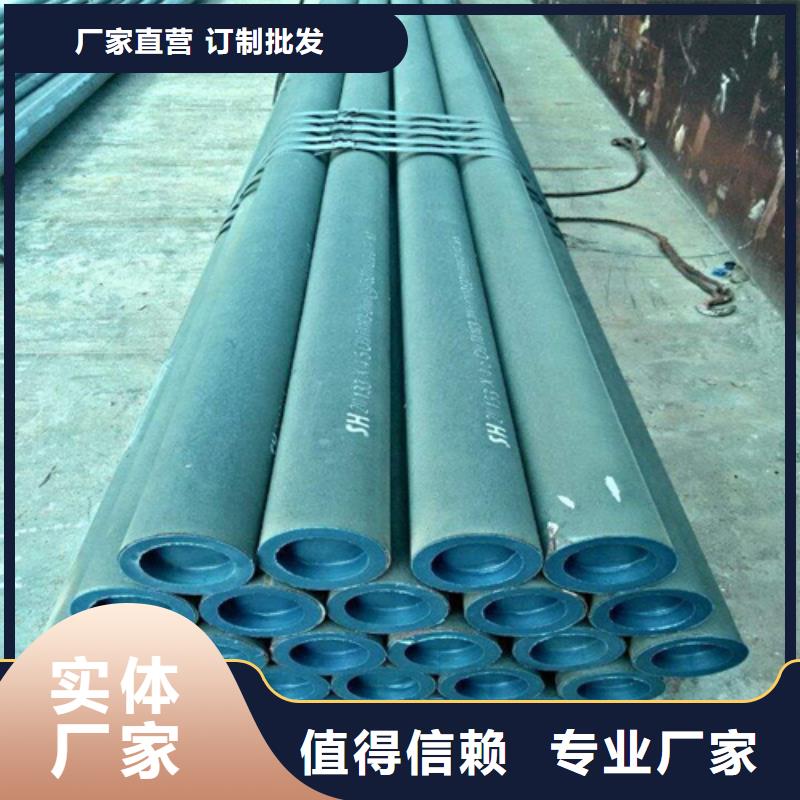
酸洗钝化无缝钢管工艺流程无缝钢管酸洗钝化无缝钢管次冷拔就是原料(毛管或成品管)→打头→酸洗→磷皂化(即润滑)→冷拔,如还有第二次冷拔,需不需要退火就看是什么钢种了。一般低碳钢是不需要退火的,次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。后质量要求高的做酸洗钝化处理。酸洗钝化的道理:金属经氧化性介质处置后,其侵蚀速度比本来未处置前有明显下降的景象称金属的钝化。其钝化机理首要可用薄膜理论来分析,即以为钝化是因为金属与氧化性介质效果,效果时在金属外表生成一种十分薄的、致密的、掩盖功能优越的、能中固地附在金属外表上的钝化膜。这层膜成自力相存在,凡间是氧和金属的化合物。它起着把金属与侵蚀介质完全离隔的效果,避免金属与侵蚀介质直接接触,然后使金属根本中止消融。奥氏体不锈钢经氧化性介质处置后其外表能构成知足上述要求的钝化膜,但该钝化膜在起活化效果的Cl-、Br-、F-等卤素离子效果下,极易遭到毁坏。