
产品详细介绍


与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。
珩磨油缸管有些变化是对外部电源的需要,但也要付出代价。当传统的道路已经行不通了,企业迫切需要寻找新的发展路径,当没有什么比“倒逼机制”更有效得多。“要规模”是在新的常态,倒逼企业经济发展方式,颠覆思维和生产组织的传统模式,不断求新求变,不断追求超越自我的突破,只有这样,才能实现可持续发展。珩磨油缸管余勇深有感触地说,珩磨油缸管改革前的“阵痛”,但蝴蝶成长的烦恼。涅槃是一种痛苦凤凰浴火重生,只要我们看看它与发展的角度来看,把它和使用改革,将能够成功地找到解决“阵痛”食谱。在整个“关闭”,中国珩磨油缸管业将在更广阔的发展空间,迎来。珩磨油缸管
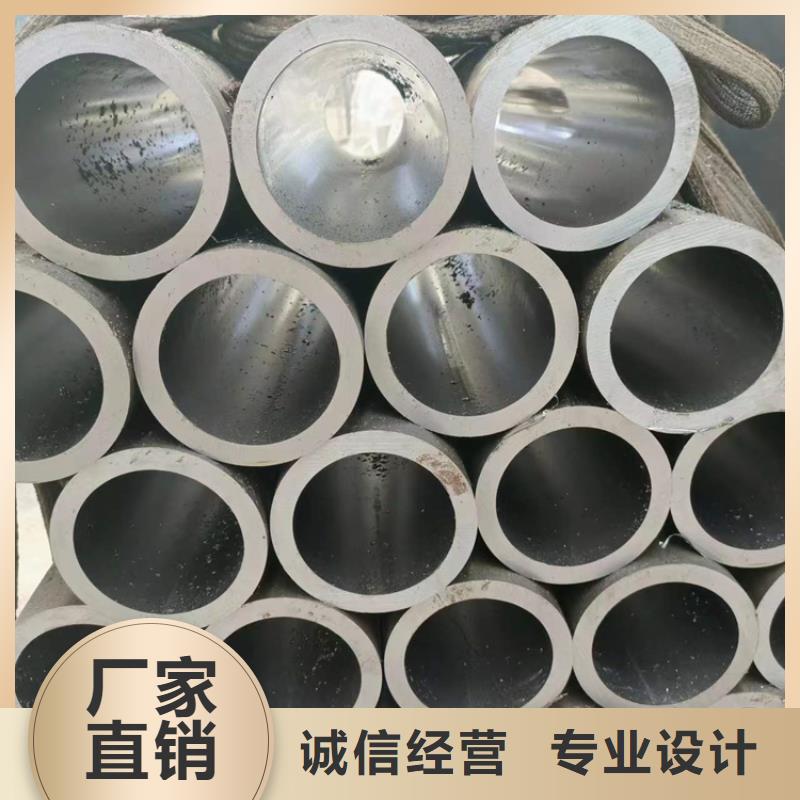
磨管主营材质:20#、Q235、20G、35#、45#、16Mn、Q345、40Cr、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。广泛应用:工程机械、冶金机械、塑料机械、启闭机械、矿山机械、道路施工机械、纺织机械等多个行业。加工形式:1.冷轧2.冷拔3.珩磨4.滚玉 现在,随着工业化的推进,越来越广泛的珩磨油缸管,珩磨油缸管和成本要求的应用也越来越高,所以是珩磨油缸管正在进行的结构改革和创新,在这个市场上,要进行供给结构改革的珩磨油缸管生产方,并与市场大规模发展,珩磨管已经证明,改革,创新,加大投资市场是正确的。那么该怎么办呢? 
对珩磨管制成的油缸缸筒进行滚压,就是为了减少珩磨管表面微小裂纹,对裂缝进行封闭,同时还可以提高珩磨管抗疲劳强度。须重点注意的是,滚压前 用浮动镗刀精加工,以此保证滚压前孔壁的光洁度、滚压余量和确保孔的几何尺寸精度。珩磨管与普通无缝钢管相比的话,很明显珩磨管的优势要更加突出,虽然珩磨管每吨会比无缝钢管贵差不多五百左右,但是珩磨管的外径更小,而且精度高,珩磨管有较好的表面质量。关键的是,珩磨管可以进行小批量生产,大大提高了工作效率。而且珩磨管的横截面积可以被制作成各种复杂形状,在此情况下,珩磨管产品的优越