





想要深入了解【MPP塑钢复合管】_BWFRP电缆保护套管老品牌厂家产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:【MPP塑钢复合管】_BWFRP电缆保护套管老品牌厂家的图文介绍

润星电力管材有限公司坚持“用专业说话”的设计哲学及丰富的视野,始终聚焦客户需求,坚持自主研发,坚持以人为本,注重人才培养,致力于企业文化建设,全体员工精诚团结、不断创新;并与国内外数千家企业建立了长期稳定的合作关系,力争为用户提供优质的 安徽芜湖高压电力管枕产品、优质的服务,的解决方案,为我国 安徽芜湖高压电力管枕行业的发展做出巨大的贡献。


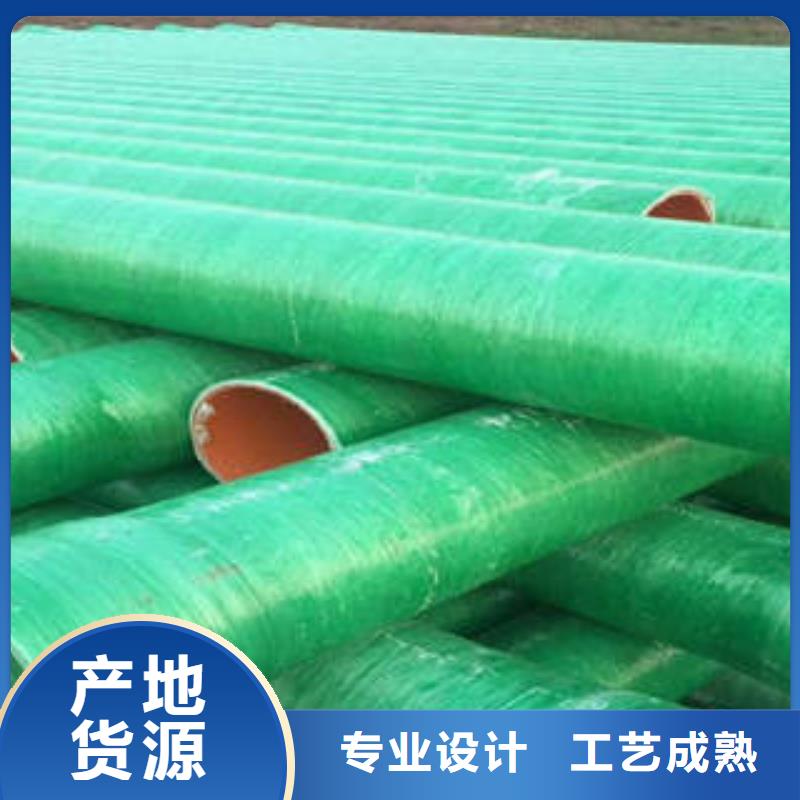
MPP塑钢复合管主要用在道路、铁路、建筑物、河床下等特殊地段敷设管道、电缆等施工程。MPP塑钢复合管的优点是内壁光滑,穿放线缆时都比较方便,施工简便、节约费用等很多的优点。因此被广泛的使用。在将MPP塑钢复合管作为顶管进行施工时,更可以凸显出产品的个性,符合现代城市的发展要求,可以直接埋设敷设。改性MPP塑钢复合管一般采用非开挖技术进行施工,它既可以保证管网的可靠性,降低管网的故障率,同时还可以使市容得到较大的改善。MPP塑钢复合管厂家说MPP塑钢复合管的环保性能有哪些呢?当我们在使用MPP塑钢复合管的时候,不需要进行大量的开挖,也不需要将已成型的道路、铁路、建筑物、河床等毁坏,是可以直接在这些特殊地段进行管道、电缆等的施工工程。
小编告诉大家MPP塑钢复合管抗损坏能力强。MPP塑钢复合管一般都会隐藏于墙体之内,拆装非常麻烦,所以,质量必须要好。MPP塑钢复合管质量好坏的关键之一是管件,管件的质量主要取决于铜嵌件的质量:好的管件应该有加强防滑筋,内(外)丝接头较光滑,带有滚花小齿。MPP塑钢复合管利用复合材料的优良性能,不仅可以克服传统的输电杆塔普遍存在的质量重、易腐、锈蚀或开裂等缺陷,还可以增加杆塔绝缘间隙及绝缘爬距,提高线路的绝缘水平,进一步压缩输电线路走廊宽度,降低输电线路建设及运行维护成本。MPP塑钢复合管还可以用于城市地下的光缆建设,能够耐腐蚀、耐磨损,而且还具有很好的绝缘性,保证检修与施工人员的。生活中离不开用电,但是要用电还是要靠电力管。
MPP塑钢复合管使用过程中的问题及解决办法MPP塑钢复合管不知道大家是否了解,但是它在我们生活中的用处可不小。但是,一个东西的使用过程中多多少少都会出现一些小问题,这是难以避免的。那么,现在就来谈一下MPP塑钢复合管在使用的时候会出现的问题还有要解决问题的方法。很多人反映说MPP塑钢复合管容易出现分层的问题,那么这个是什么原因导致的呢? ,这可能是由于胶布使用过久而老化的原因;第二,这也有可能是胶布粘贴的量太少了亦或是没有均匀分布。那么,针对这个问题有什么解决的办法呢?首先,胶布的所含的胶量是一定要和质量要求的是相同的。其次,胶布在使用的时候要经过热辊,热辊的温度要记得调的高一些,让胶布变软以及更黏,这样胶布的张力就会更好。可以更加坚固地黏在管芯上面,不会导致上述问题的发生。
小编告诉大家MPP塑钢复合管抗损坏能力强。MPP塑钢复合管一般都会隐藏于墙体之内,拆装非常麻烦,所以,质量必须要好。MPP塑钢复合管质量好坏的关键之一是管件,管件的质量主要取决于铜嵌件的质量:好的管件应该有加强防滑筋,内(外)丝接头较光滑,带有滚花小齿。MPP塑钢复合管利用复合材料的优良性能,不仅可以克服传统的输电杆塔普遍存在的质量重、易腐、锈蚀或开裂等缺陷,还可以增加杆塔绝缘间隙及绝缘爬距,提高线路的绝缘水平,进一步压缩输电线路走廊宽度,降低输电线路建设及运行维护成本。MPP塑钢复合管还可以用于城市地下的光缆建设,能够耐腐蚀、耐磨损,而且还具有很好的绝缘性,保证检修与施工人员的。生活中离不开用电,但是要用电还是要靠电力管。
MPP塑钢复合管使用过程中的问题及解决办法MPP塑钢复合管不知道大家是否了解,但是它在我们生活中的用处可不小。但是,一个东西的使用过程中多多少少都会出现一些小问题,这是难以避免的。那么,现在就来谈一下MPP塑钢复合管在使用的时候会出现的问题还有要解决问题的方法。很多人反映说MPP塑钢复合管容易出现分层的问题,那么这个是什么原因导致的呢? ,这可能是由于胶布使用过久而老化的原因;第二,这也有可能是胶布粘贴的量太少了亦或是没有均匀分布。那么,针对这个问题有什么解决的办法呢?首先,胶布的所含的胶量是一定要和质量要求的是相同的。其次,胶布在使用的时候要经过热辊,热辊的温度要记得调的高一些,让胶布变软以及更黏,这样胶布的张力就会更好。可以更加坚固地黏在管芯上面,不会导致上述问题的发生。



加热时压力稍大,吸热时压力较小。当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。否则将严重影响焊接质量。焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤,进行焊接前。应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。清洁管材端面时,应有人监督,以防管材合拢夹伤手。管材壁厚低于6mm时,一般不采用热熔对接。否则难以保证管材焊接质量。MFPT塑钢复合电缆导管热熔器是怎么焊接管材的?
管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力。
及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后。快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短,不能超过规定值。且合拢时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在首次焊接时,当对接完成后。
管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力。
及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后。快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短,不能超过规定值。且合拢时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在首次焊接时,当对接完成后。

